Before recorded time, primitive man watched the birds in the sky and dreamed of flying. For centuries, engineers designed machines that could lift man into the air. Balloons, kites and gliders offered a ‘less-than-satisfactory’ flight experience. The ultimate goal was sustained, controlled flight beyond a catapulted slingshot leap or hop into the air. Two bicycle mechanics from Dayton, Ohio, designed, built and flew the first successful, controlled, machine-powered airplane in 1903. Some say Orville and Wilbur Wright were not the first to fly in a machine. But at least they were the first to invite a reporter to photograph and write about the event.
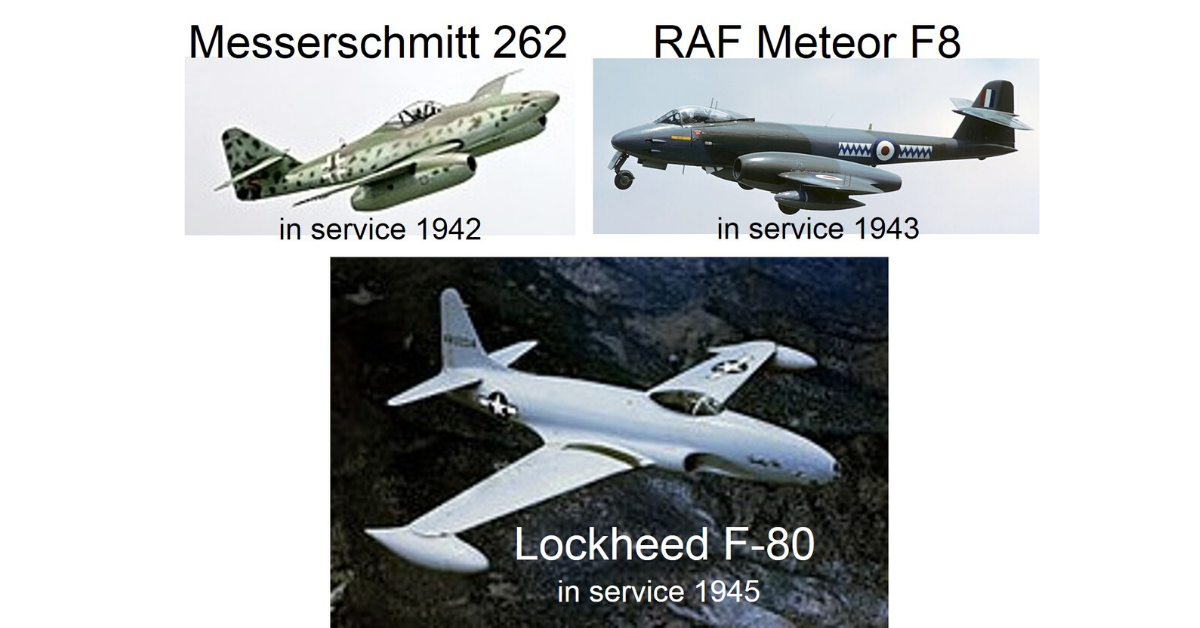
For the next 40 years, military and commercial aviation employed reciprocating piston engines with propellers to fly. Then, in the Second World War (1939-1945), the first military jet airplanes appeared.
It was immediately recognized that the jet engine was more powerful and efficient than a piston engine with a propeller. The jet powered warplane flew higher and faster. At the same time, it was obvious the new jet turbine did not have the 40-year history of the conventional aircraft piston engine.
In the 1950s, civilian aviation began showcasing the 1st generation passenger jets with a pressurized cabin to reach 40,000 feet above the clouds and storms. As with any new development, there were some safety problems. Mysterious crashes occurred. The flying public was worried about the reliability issues and some people refused to fly on a commercial jet.

To combat the problem, the first generation of commercial jet airplanes on transatlantic flights had four engines.

The logic of the day was that one jet turbine might malfunction in mid-flight, and the airplane could stay in the air with the 3 remaining turbines and arrive at the destination. Also, each airplane had 3 qualified pilots in the cockpit (the captain, the co-pilot and the flight engineer). And, the flight attendants were graduated nurses.
Aviation Safety and Reliability
In the 1960s, airplane and jet engine manufacturers launched a Safety and Reliability Improvement Program. The goal of the program was Personnel Safety (flight crew and passengers) and Reliable Equipment (the airplane). The aviation industry defined the critical properties of a safe and reliable passenger airplane. The airplane must possess:
Proper Design,
Proper Application
Proper Operation, and
Proper Maintenance
If one element is missing, inadequate or incorrect, the airplane is neither safe nor reliable. (Coincidentally, these same four properties also define a reliable cellphone, TV, car or refrigerator.)
The program was a success. The reliability of jet engines and the pressurized passenger cabin improved significantly. As a result, the second generation of commercial jets flew over the ocean with 3 turbines.

Aviation Safety and Reliability is one program with a singular goal. A passenger jet that is safe, meaning it doesn’t crash, is also reliable. A jet that is reliable, meaning it leaves and arrives on time with no mechanical problems, is also safe for the employees (pilots and crew) and paying passengers.

The Aviation Safety and Reliability Program eventually became the global standard. Other industries (manufacturing, medicine, science, automotive) began adapting the Aviation Safety and Reliability Program to their specific needs.
Industrial Safety and Reliability
Industrial Safety and Industrial Reliability were born together in the 1970s as twin children of Aviation Safety and Reliability. Likewise, Industrial Safety dealt with worker safety. Industrial Reliability referred to equipment reliability.
In aviation, the employees and the passengers ride inside the equipment (the airplane). In industry with few exceptions, the employees don’t work or ride inside the equipment.

Crane operators, company truck drivers, and bulldozer operators ride on, or inside their machines. However, industrial engineers, mechanics, and operators don’t perform their duties inside the pumps, motors and gearboxes. Because of this, Industrial Safety and Industrial Reliability are normally two separate departments. The plant Safety Engineer is rarely the Reliability Engineer.

On creating the Safety and Reliability departments, upper management threw some money at the two new departments to cover expenses. The safety engineer invested immediately in ‘Lock-out Tag-out’.
In my career, I’ve witnessed two electrocutions, and the amputations of an arm and a finger. Lock-out Tag-out prevented equipment from starting while undergoing maintenance.
The safety engineer showed company management that one lawsuit from an injured worker would easily cost more than hard hats, safety glasses, earplugs, reflective fire-retardant clothes and steel- toed shoes for all workers. The company invested in PPE (personal protection equipment), and declared that not even a corporate officer or janitor would enter into a process area without it.
The safety engineer presented the ROI (return on investment) to upper management for safety training. The safety engineer demanded that everyone (employees, contractors, part-timers, etc.) learn about and practice safety. Everyone would attend the regularly scheduled safety classes. All new employees would be brought up to date on safety.
Companies invested in billboards and placards showcasing workplace and employee safety.
In many refineries and process plants, the safety engineer became the most powerful manager in the plant. The safety engineer could stop a production line if he noticed an unsafe situation. Other engineers didn’t have that authority. In 2020, we can say that most process plants are safe.
On forming the Safety department about 40 years ago, management also formed the Reliability department. The Reliability Engineer gathered a team to improve equipment service life and reduce repetitive maintenance. Frequently, the Maintenance Manager was named as the company’s first Reliability Officer.
Vibrations are an indication of a machine’s health. The Reliability Officer invested in vibration equipment, dynamic balance equipment, and laser alignment for the reliability team.
Tanks, pipes, columns, and buildings are called ‘stationary’ equipment. Continually removing rust and re-painting these structures are considered repetitive maintenance. The Reliability Engineer extended the service life of these structures with improved paint and corrosion control systems.
Industrial boilers, furnaces, cooling towers and some other stationary equipment have integrated accessory pumps, fans, motors, gearboxes, etc. The Reliability Engineer increased the service life and efficiency of these structures with ultrasound, precision lube, dynamic balance, and laser alignment.
Stand-alone pumps, fans, blowers, compressors, and gearboxes are called ‘rotating’ equipment. These are relatively simple machines, normally with one rotating component, the shaft assembly with attached devices. In some plants, electric motors are considered rotary equipment.
40 years ago, no one worried about equipment efficiency, pollution, environmental contamination, or depleted resources. Energy (fuel, electricity) was cheap. No one really cared about the service life of a pump, or mechanical seal or a set of bearings. Maintenance managers became saviors, leaders, and climbed the corporate ladder if they could rebuild pumps faster than the pumps could fail.
And then, someone said, “Work efficiently, not faster!” “Work smarter, not harder!”
I took a couple of business courses in the university as electives along with my math and engineering studies. I first learned the acronyms MTBF (mean time between failure), ROI (return on investment), and LCC (life cycle cost) in an accounting course. Those were originally accounting terms.
Until about 40-years ago, most companies were managed by the professionals of that industry. I’m saying the petroleum engineers ran the oil refineries. The senior heart surgeon was named CEO of the hospital. The journalists ran the newspapers. The pilots managed the airline companies. A tenured professor or dean was named president of the university.
About 40-years ago, the accountants began climbing the corporate ladder with their understanding of finance. The accountants showed the company president how to use ‘amortization tables’ to control costs, optimize profits, and justify new equipment purchases. The accountants introduced their vernacular and terminology to the engineering profession. As a result, most companies and institutions are managed by accountants today.
Before the accountants, the maintenance engineer tackled each equipment failure as an individual, isolated one-time event. The accountants considered ‘populations’ of stationary and rotary equipment.
Accountants used MTBF and other acronyms to contrast revenue (from reliable equipment) versus expenses (maintenance, labor, and time) in the population of equipment (pumps). And this, children, is the reason today’s reliability engineers use acronyms like MTBF, ROI, RCM, CMMS, LCC and other accounting terms like “Mission Statements” “Business Units”, “Just in Time”, “Zero Defects”, Total Quality”. It is also the reason we refer to pumps these days as ‘assets’ (another accounting term).
As a result, the assets (equipment, pumps), and the maintenance costs (labor, time, materials), and the cost of spare parts (bearings and seals) were placed under the microscope. The folly: “Rebuilding pumps faster than they can break” was exposed.
In aviation, a passenger jet on the ground at the terminal, does not earn money for the airline company. The jet only produces revenue in the air, loaded with paying passengers. Likewise, a pump only produces revenue while in service, moving liquid. A pump in the shop, undergoing maintenance, doesn’t earn money. So, the Reliability Engineer directed his attention at reducing maintenance (downtime). The mechanics
were trained in:
1. Precise measurements
2. Proper pump rebuilding techniques.
3. Mechanical seal installation
4. Bearing installation
5. Alignment
6. Dynamic Balance
7. Critical lubrication
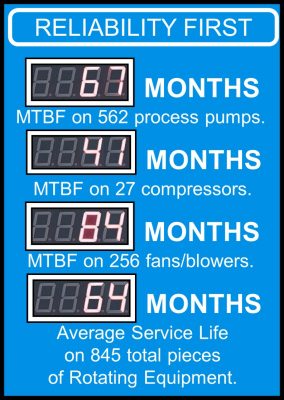
Along with tackling maintenance, the reliability officer developed teams and programs: Reliability Teams, Action Teams, Quality Teams, Preventive Maintenance Programs, Lubrication Programs, Vibration Trending Programs, Predictive Maintenance Programs, Stock and Inventory Control Programs, CMMS (computerized maintenance management systems), Condition Monitoring programs, Failure Analysis, etc. This might have been the moment to promote Reliability with a billboard or placard, but that’s a topic for another article.

Now, in 2020, it is reasonably safe to say that ‘Overall Process Plant Reliability’ has improved, especially for stationary equipment. Regarding rotary equipment, average service time before failure (MTBF) has slowly climbed from an appalling low ‘days and weeks’, to a matter of months.
On the surface, extending equipment service life from days to months is a significant achievement. Just remember that an industrial cooling tower with pumps and fans is a larger version of the radiator in your car. Your car’s radiator water pump can operate 18 to 20 years without leaking or failing, and the average American car (with numerous pumps, fans and gears) is 11.8 years old.
An industrial refrigerator or chill water system are larger versions of the refrigerator in your kitchen that operates 24-hours a day. If your new refrigerator compressor failed at 30-months, you’d throw that piece of junk into the garbage. So maybe 30-months MTBF on industrial rotating equipment is nothing to brag about.
Up to the moment, I’ve covered reliability improvements on stationary equipment (tanks, pipes, buildings) and stationary equipment with accessory rotary components (cooling towers, furnaces, boilers, etc.). Now let’s consider MTBF on the stand-alone rotary equipment.
Industrial fans, blowers, and gearboxes tend to improve the MTBF stats. Pumps, especially process pumps in refineries and chemical plants, tend to drag down the MTBF stats. Too many mechanical seals in process pumps leak and spew prematurely. Coincidentally, premature seal and bearing failures link directly to the MTBF stats on pumps. MTBF on all rotating equipment (pumps, fans, blowers, gearboxes) seems mired on a 3-year plateau.
Remember the critical elements of Reliability? With so much attention directed at maintenance and the mechanics in recent years, we can say that most pumps receive proper maintenance.
1. Most pumps are correctly repaired and assembled.
2. Most mechanical seals are correctly applied, correctly handled, and correctly installed.
3. Most roller bearings are correctly selected, correctly installed, and correctly lubricated.
“Proper Application” is another critical element of Reliability. Occasionally I see a centrifugal pump that really should be a positive displacement pump. However, my experience indicates that most pumps are Properly Applied.
I learned something else in an Economics class that I’ve saved for now. It is called the “Rule of 80 20”. The “Rule of 80-20” is not a true mathematical certainty. It isn’t always 80 and 20. It might be 78-22. It might be 84-16. But it is about 80-20. It is a tool to concentrate or focus on an issue.
In business, the “Rule of 80-20” indicates: a company will earn 80% of its revenue from 20% of the customers on the client list. It also means that 80% of the customers on the client list only generate 20% of the total revenue. The astute business manager would use the “Rule of 80-20” to concentrate efforts on the small (20%) list of clients that generate 80% of the revenue and maybe jettison the remaining clients to conserve vast amounts of time, labor, payroll and capital locked in dead stock on the storeroom shelves.
In a sales organization, 20% of the sales reps will generate 80% of the sales orders and earnings. (And 80% of the sales force only generates 20% of the orders.) In the classroom, most teachers know that 80% of the discipline problems originate from 20% of the students in the classroom.
And, in a chemical process plant, 20% of the process pumps will consume 80% of the pump maintenance budget (time, labor and replacement bearings and seals). I’m saying, “A few pumps (and other rotating equipment) really drag down the MTBF stats.”
An astute reliability manager should focus on these pumps. This would liberate some budget money to promote the reliability stats for all to see.
The same team of millwrights machine and balance the impellers and shafts on the behaving pumps (80%), and on the problematic pumps (20%). So, is it correct to blame the shop personnel for habitual pump failure and low MTBF stats?
The same team of shop mechanics rebuild and repair all the pumps…the behaving pumps (80%), and the ‘misbehaving’ pumps (20%). So, is it correct to point the accusing finger at the shop mechanics for habitual pump failure?
The lubrication program is applied to all pumps and rotating equipment in the industrial plant…the problematic pumps (20%), and the behaving pumps (80%). So, is grease the problem? Or, the lubrication technicians?
To consolidate inventory, most chemical process plants are standardized on two or three brands of mechanical seals and bearings for the process pumps. The same replacement seals and bearings are installed on the problematic pumps (20%), and on the behaving pumps (80%). So, is it correct to blame the seal manufacturer or the bearing manufacturer for repetitive premature pump failure?
And, I know the argument, “Seals and bearings are consumables for pumps, just like tires on cars.” I started driving in 1964. Back then, all cars had four tires on the ground and a 5th full-size tire as a spare in the trunk with a jack and a lug wrench. Tires became more reliable. The full-size spare tire evolved into a mini-tire. Today, about a third of all new cars don’t even have a spare tire. I last changed a flat tire on my car some 25 years ago.
So, we must look into the mirror and ask, “Why are we mired in this reliability funk on rotating equipment? Well, if we have already addressed and corrected the Maintenance issues, and if most pumps are “Properly Applied”, shouldn’t we now look to the Pump Operation and Pipe System Design to take us to new heights of reliability?
Amazingly, society and the world used to work before the Reliability Program. 51 years ago, man landed on the moon and returned safely to Earth with the knowledge and technology of the day. In 1969, there were no vibration analyzers, no thermographic cameras, or laser alignment, no condition monitoring, no ultra-sound, or CMMS or 6 Sigma Program.
It isn’t practical to expect that all process pumps will be low maintenance machines. But it shows what can be accomplished when Design, Application, Operation and Maintenance share responsibility for long term reliability on rotating equipment.
A small percentage of pumps will spew and fail prematurely. If the pumps are properly maintained and properly applied, these unanticipated short-term failures likely result from inadequate pump operation, and/or inadequate pipe system design.
To dramatically extend the service life of your pumps, look to instrumentation, operator training, and properly mating pumps into their pipe systems. There really is no magic bullet, or pill, or battery-powered digital gadget to show you the way to reliable pumps.
Empowering Pumps has published other Pump Guy articles that address Pump Operation and Pipe System Design. If there is interest, go to the Empowering Pumps archives.
OKAY, Boomer!
The Pump Guy is Larry Bachus, an inventor, writer, maintenance practitioner, and retired member of ASME based in Nashville, TN. You can contact Larry at:
larry@bachusinc.com or call 615-361-7295.



Comments