GIW Industries, the leader in the design, manufacture and application of heavy duty, centrifugal slurry pumps, announced that its installation of MDX pump technology at a major Chilean copper mine has resulted in a dramatic reduction of total cost of ownership (TCO) for those pump applications — amounting to millions of dollars in savings for the customer.
Elias Aho, global sales and projects manager for GIW, says that a sulfide concentrator, owned by BHP Billiton and located in northern Chile, reports increased revenue of $8 million due to productivity increases, with an additional savings of $1 million in energy costs.
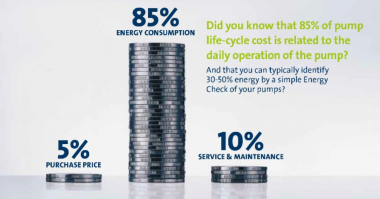
“TCO for slurry pumps includes not only the initial cost of the pump,” Aho says, “but also factors such as wear life, annual cost of parts, labor, energy and downtime for maintenance.”
All of these factors are addressed by the advanced engineering, materials and technology provided by GIW MDX pumps.
Challenges in a harsh environment
The mine relies extensively on slurry pipelines to transport copper ore. But the hard rock slurry is brutal on pumps and equipment. Wear parts suffer under the constant abrasion of the ore, and most competitor pumps require frequent maintenance and replacements.
The company had GIW installations for other applications and realized it was seeing greatly improved wear life with those pumps. The customer decided that replacing its lower-performing pumps with GIW MDX technology was the right move.
Operating the world’s largest cyclone feed pump at a fraction of previous cost
When you have to stop the pump, you stop the mill. And the cost of that downtime is dramatic at a large location like the BHP Billiton mine in northern Chile, the largest producer of copper in the world.
For this mine, every hour of downtime costs $150,000. To replace a slurry pump, the mill has to be down 10 hours. And with the previous pump, the mill engineers were performing pump replacement eight times per year.
But the application presented its own challenges: This mine operates the largest cyclone-feed pump in the world.
However, working with GIW had advantages for the company. Because GIW operates its own foundry, it can produce parts cost- and time-effectively — even a pump as large as this one. The new GIW MDX pump, with an 84-inch impeller and weighing 100,000 pounds, replaced the 150,000-pound competitor pump, providing a lighter, more durable pump that runs on significantly less energy.
The new MDX pump has already surpassed the client’s goal of doubling the wear life of the pump. GIW engineers are now working on a program of continuous improvement, aiming to extend the pump’s wear life another 40 to 50 percent.
By cutting its maintenance downtime in half, the mine has realized an $8 million increase in revenue. In addition, it has reduced its energy cost by an additional $1 million annually.
Low TCO, high value
In this Chilean mine, the replaced technology was 30 years old. What worked well in previous decades isn’t enough to keep up with modern demands.
“MDX technology is the best available in the world,” Aho says.
The advances GIW has made in both engineering and materials have made tremendous improvements in pump performance and wear life in these extreme conditions. And GIW engineers and hydraulic experts are continually striving for even greater improvements.
About GIW Industries
GIW Industries began as a small foundry and machine shop in Augusta, Ga., in 1891. In 1914, GIW began building slurry pumps. Today, the company comprises two manufacturing facilities, one in Grovetown, Ga., and the other in Thomson, Ga. These foundries and machine shops are used for manufacturing and assembling pumps and for casting a variety of abrasion-resistant alloys and urethane elastomers. As a subsidiary of KSB AG of Germany, a global pump and valve manufacturer, GIW has the infrastructure to supply pumps worldwide. KSB has presence in 100 countries with sales organizations, offices and 30 manufacturing sites.


Comments