Protecting sludge handling equipment
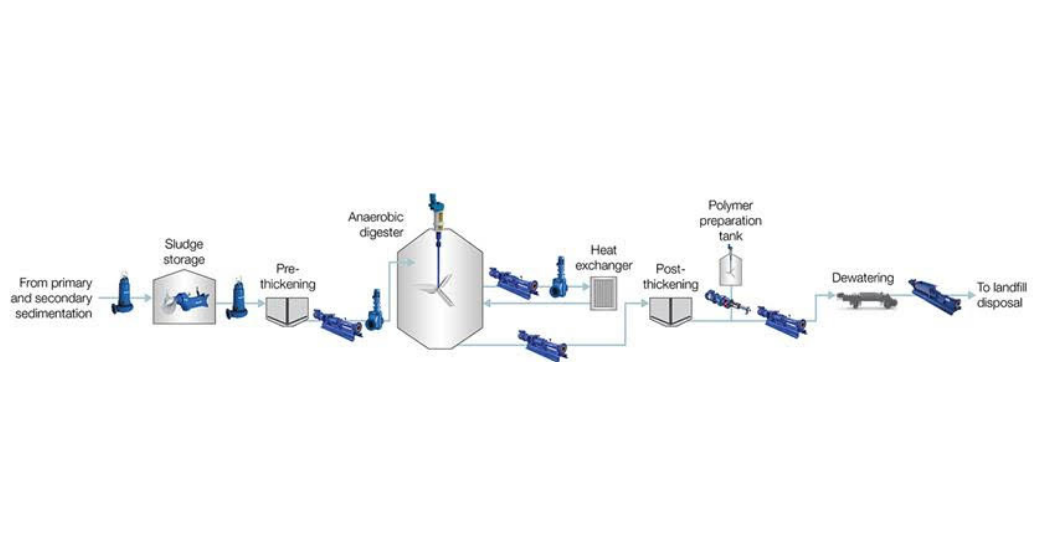
Large wastewater treatment facilities often incorporate an anaerobic digestion (AD) plant to handle sludge and deliver heat as well as electrical energy to support the operation of the site. Process performance depends on equipment reliability and getting the most out of the feedstock. Improved efficiency enables plants to increase throughput without expanding the site and this can be achieved by optimizing the sludge handling equipment.
Gabriele Casella, Sales Manager MEA, for Sulzer Water BU, looks at how sludge treatment and anaerobic digestion processes can be optimized with a simple addition.
Waste streams that feed into a treatment plant can vary enormously, depending on the surrounding industry. Agriculture, abattoirs, breweries, food waste all pose their own challenges in terms of particle size and fiber content, and for the anaerobic digesters, this mix of sludge content has a significant impact on both the productivity as well as efficiency of the process.
Challenge assessment
All sludge handling plants should use some form of macerator or chopper pump in the supply stream. They have two main purposes, to minimize any damage to equipment downstream and to increase the surface area of the solids, maximizing biological process efficiency while reducing the total time required in the digester₁.
For AD systems, if the feedstock supply pump fails due to a blockage then the process starts to fail shortly afterwards. Without immediate attention, the bacteria responsible for breaking down the sludge and producing the methane will begin to decrease in number, reducing productivity.
Furthermore, fibers in the sludge can cause problems in the pipework and pumps as well as result in the clogging of heat exchangers. Both macerators and grinders can minimize these issues by reducing the length of the fibers and thereby solve the problem.
Reviewing the options
Macerators typically have high energy consumption, whereas grinders use gearboxes and smaller motors, which have a much lower power requirement. In Europe, many AD plants will have macerators or grinders installed as standard. The former are widely considered as being expensive, both in terms of running costs and maintenance, but this appears to be an accepted truth. In fact, the option of a grinder can deliver significant savings and this should be considered, based on the benefits that can be achieved.
As populations increase, greater pressure is applied to wastewater treatment plants, which may have limited scope for expansion. The addition of a grinder can enable a digester to increase throughput allowing a treatment plant to handle increased sludge volumes without expanding the existing site.
Grinder size is determined by the sludge flow into the digester. Typically, the power requirement for a grinder is much lower than that for a macerator, 1.5 – 7.5 kW motors are used in Sulzer’s Muffin Monster range for example.
Specification of the most suitable design can be achieved through support from an experienced manufacturer, such as Sulzer, to ensure optimum performance of the digester and equipment downstream. ATEX certification, IP68 rating for complete submersion can also be specified to meet application requirements.
Process optimization
By installing a grinder upstream of the digester, a sludge particle size of less than 10 mm (in one direction) is expected, giving a greater surface area available for biological activity during digestion. This can lead to a double-digit increase of the methane production rate.
Experiments and mathematical models have proven the correlation between particle size in AD processes and the methane production rate in the digester. In particular, in the case of co-digestion of sewage sludge and the organic fraction of municipal solid waste (OFMSW), it’s been proven₂ that when the particle radius is less than 15 mm, the methane production rate is 25% higher than when the sludge particle radius is 50 mm or larger.
Sludge treatment plants that already have a macerator in place can take some of the load off this equipment by installing a grinder upstream. This can also enable a cutting screen with smaller diameter holes to be installed, reducing the average size of the solid particles even further.
Improved performance from the aerobic digester means greater gas production, which increases the energy generated. This double benefit means a considerable net saving for the treatment plant as well as efficient and effective handling of the sludge.
These improvements can be enhanced with modifications to the equipment upstream of the digester. AD plants require a storage/buffer tank for the feedstock that needs to be kept thoroughly mixed to ensure a homogenous supply to the digester. Mixers can be mounted on the sides or the floor of the buffer tank and the digester itself to keep the solids in suspension, optimizing productivity and efficiency.
For any sludge handling process, reliability along with efficiency are crucial factors and both of these can be influenced by careful consideration of the existing installation. Working together with experts, such as Sulzer, can help treatment facilities to optimize existing processes as well as take proactive steps for any future expansion.
1 European Journal of Advances in Engineering and Technology, 4, 2017: Design of Bio-Waste Grinding Machine for Anaerobic Digestion (AD) System; E.K. Orhorhoro, P.O.B. Ebunilo and E.G. Sadjere
2 Process Biochemistry, 46, 2011: Modelling the effect of OLR and OFMSW particle size on the performance of anaerobic co-digestion reactor; G. Esposito, L. Frunzo, A. Panico, F. Pirozzi
About Sulzer:
Sulzer is a global leader in fluid engineering. We specialize in pumping, agitation, mixing, separation and application technologies for fluids of all types. Our customers benefit from our commitment to innovation, performance and quality and from our responsive network of 180 world-class production facilities and service centers across the globe. Sulzer has been headquartered in Winterthur, Switzerland, since 1834. In 2020, our 15’000 employees delivered revenues of CHF 3.3 billion. Our shares are traded on the SIX Swiss Exchange (SIX: SUN). www.sulzer.com. The Pumps Equipment division specializes in pumping solutions specifically engineered for the processes of our customers. We provide pumps, agitators, compressors, grinders and screens developed through intensive research and development in fluid dynamics and advanced materials. We are a market leader in pumping solutions for water, oil and gas, power, chemicals and most industrial segments.


Comments