Authors: Pete Schlener, Minncast Steel Foundry, and Ross Waters, CGIS
As the severity and diversity of industrial processes increases, Severe Service Valves (SSVs) play an increasingly important role in isolating and controlling the various fluids used within them.
Valves can be constructed with cast, wrought, or forged components, but for cost efficiency, especially in large valves, castings are the most commonly used form of metal for valve bodies. This article looks at best practices for pouring and casting near netshape body parts in high alloys defined here as those in ASME B16.34 for Group 2.8 (Duplex Grades) and higher, above common castings like carbon and stainless steels.
It has been suggested before that castings do not offer the same consistency and quality as wrought or forged valve components. We believe that properly made castings with appropriate foundry processes including heat treatment, QA and the necessary care and attention will create an equivalent if not equal valve or valve component.
History
High alloy duplex stainless steel castings have been around since the 1930s, but only in the last few decades, have the duplex and higher alloys become popular. Due to newer technology with improved casting processes, modern foundries have made it possible to have precise control over the chemical composition and proper heat treatment of the cast valve parts. This improves corrosion resistance and toughness and reduces rejects or remediation, which in turn has reduced the cost of the valves.
SSVs are used in a wide variety of applications and are very important components in the process systems, where unexpected service failures can result in major operational issues, safety concerns and expense. Valve performance can be very critical, so all methods and processes for ensuring quality and consistency prior to service or installations are of utmost importance.
 Duplex Stainless Steel (DSS) is the primary focus of this article. They are defined as the group of stainless steels that contain a two-phase structure (ferrite-austenite). Duplex is more of a descriptor where both phases are present in significant quantities. DSS has improved corrosion and mechanical properties than austenitic stainless steels, so that they are regarded to have much higher potential in extending the life of an SSV and operating in far harsher process environments.
Duplex Stainless Steel (DSS) is the primary focus of this article. They are defined as the group of stainless steels that contain a two-phase structure (ferrite-austenite). Duplex is more of a descriptor where both phases are present in significant quantities. DSS has improved corrosion and mechanical properties than austenitic stainless steels, so that they are regarded to have much higher potential in extending the life of an SSV and operating in far harsher process environments.
Materials
In the 1980s high alloy Duplex Stainless Steel (DSS) grades came in favour, and developed into Super Duplexes (SDSS). They are made to withstand more aggressive environments, but have a higher risk of precipitation due to the higher alloying elemental content. In the making of SDSS, Chromium (Cr) and Nickel (Ni) forming are balanced and more Nitrogen (N) is added to increase
the pitting resistance.
Duplex stainless steels are classified into four categories:
• Lean Alloy: The low cost Molybdenum (Mo) free DSS of the type 23Cr-4Ni-0.1N, provide alternatives to ASTM A351 Grade CF8 and CF8M.
• Standard 22% Cr: DSS of the type 22Cr-5Ni-3Mo-0.17N: These steels, which include SAF Alloy 2205 (Cast ASTM A995 Grade 4A/CD3MN), are the most popular and the least expensive in the duplex family.
• High Alloy: DSS’s of the High Alloy types have diferent contents of Mo and Nickel (Ni) and also contain Copper (Cu) or Tungsten (W) as alloying elements. ASTM A995 Grade 1B/CD4MCuN fts this category.
• Super Duplex 25% Cr: Super DSS of the type 25 Cr-7Ni-3.5Mo-0.27N. The steels ASTM A995 Grade 5A/CE3MN and ASTM A995 Grade 6A / CD3MWCuN ft this category

*Adapted, with permission from ASTM A995/A995M-13 Standard Specifcation for Castings, Austenitic-Ferritic (Duplex) Stainless Steel, for Pressure-Containing Parts, copyright ASTM International, 100 Barr Harbor Drive, West Conshohocken, PA 19429, www.astm.org.
Foundry process
Once a material has been selected, a pattern must be designed. There are a number of steps that must be taken to ensure the best selection and pattern design.
Pattern construction

Figure 1: Knife gate valve body solid model view
• Build Solid (3-D) model for valve casting.
• Add fllets to all corners of pattern and draft (Approximately 3 degrees draft is needed to draw the mold from the pattern) as needed and discuss with customer.
• Add casting shrink factor before cutting pattern.
• Ask customer for approximate annual usage to determine what material (wood, ren-board, plastic, red board, aluminum, etc.) to use. Wood is the cheapest for low quantities, ren board / plastic/red-board for medium quantities, and aluminum/red-board for high quantities. The annual usage will also tell you how many to mount on a pattern board. The more patterns on a board the cheaper the castings will be, but the pattern cost is higher.
Solidification modeling used for pattern construction

Figure 2: Proposed tooling set-up.
Solidification modeling is one of the greatest advances in the foundry industry. Using solid models to produce solidification modeling for the pattern set up eliminates many costly and time consuming errors. Pattern board layout and riser configuration and placement are made far more exactly and efficiently. Solidification modeling is very critical for producing the highest quality castings. Many foundries have replaced time consuming and costly real-world trial and error procedures by using solidification modeling simulation information.
The cost benefits for using solidification modeling are as follows:
• Avoiding metal casting defects that arise from misruns, turbulence, oxide and slag entrainment, gas porosity, and shrinkage.

Figure 3: Density Analysis (CFST).
• Optimization of the filling process to provide a fast but smooth and controlled flow.
• Time savings in the robust design and dimensioning of gating (metal delivery system) and risering (metal feeding system) in the pattern.
• Cost reduction from the material usage through productivity, quality, and energy costs.
• Reduction of cycle times and maintenance costs.
• Establishment of a quality casing for a seamless and secure start of production.
• Increased security by checking operating points and through proven process conditions.
• Minimization of start-up costs through modifications to patterns.
• Improved communication within your company and in cooperation with customers.
• Increased customer confidence through a proactive demonstration of metal casting competence.
Molding
Molding is the making of a sand mold for a cast. Casting is the shaping of resin bonded sand material to form a cavity of the desired shape, such that liquid steel can be introduced into this cavity, retain the shape of the mold cavity after steel solidification, and then be separated from the sand mold.
This sounds simple, but the sand mold must resist the erosive action of the rapidly moving stream of intensely hot steel metal (1566 to 1704°C; 2850 to 3100°F) during pouring, and not be destroyed by the high temperature steel until the casting is solid.
• A high quality no-bake sand system is preferred, with zero water in the binder system.
• A very high quality Zirconium mold wash will give the valves a better surface finish.
• High compaction will produce a better surface finish also.
• Venting the molds to release the gasses in the liquid metal is essential.
• Flow coating for thick section valve molds is a good standard practice.
• Metal ceramic foam filter systems will prevent non-metallic materials reaching the mold cavity. This reduces the need for additional finishing such as the removal and repair of slag inclusions. The total manufacturing time and costs for the castings are reduced. They also minimize molten metal turbulence within the mold cavity, reducing the formation of the re-oxidation defects.
Key Benefits:
• Improved production costs
• Reduced casting repair
• Reduced heat treatment
• Reducing machining allowance
• Shorter lead times
• Improved casting quality
• Reduced inclusions
• Improved surface fnish
• Improved properties
Melting
Steel melting occurs in an Electric Induction furnace or other Argon Oxygen Decarburization (AOD) furnace types. The furnace box rests on trunnions to tilt the furnace during metal tapping. The steel is melted under the influence of heat generated as a result of its resistance to the current that is generated by a magnetic field when current flows through the copper coil in the furnace. After the steel reaches the desired pouring temperature, it’s tapped into a pouring ladle, which is used to pour the steel into the sand molds.

Figure 4: No bake sand mold with a dual flter
system with a zirconium wash coating.
Based on our extensive experience, we recommend the following:
• Melting clean duplex stainless steel requires a clean lining with no residual carbon on the furnace walls, for the carbon content on many duplex steels is 0.030% maximum.
• The metal charge material must be clean and dry. No paint, oils, or any other impurities.
• Proper de-oxidation practices are necessary for all duplex stainless steels. They are critical for all valve castings to stay sound and exhibit no gas porosity. This practice ties up the gasses so they dissolve into the metal.
• The ladle must be as close to the valve sand molds as possible when pouring to reduce turbulence. This keeps a minimal amount of gas from entering the molds.
• Inert gases over the melt or injected into the pouring ladles also help minimize the gas build up.
• Try to keep the chemical composition in the middle of the ranges to prevent being out of specification.

Figure 5: Filters in metal gating/metal delivery
system to casting cavity.

Figure 6: Modern melt equipment and melt practices
improve duplex stainless quality control.
Heat treatment of castings
Heat treating furnaces are used to heat treat steel castings to attain the desired mechanical properties and stress relieved, to produce the optimum corrosion resistance. It is also done to avoid difficulties during the machining and finishing operations.
It should be noted that:
• Heat treating DSS steel castings is one of the most critical parts and absolutely necessary for producing a Severe Service Valve.
• Most DSS Severe Service Valves produced are solution annealed and then quenched in water. The temperatures below are all minimum temperatures and should only be used as a guide line.
• Do not heat treat castings below the recommended ASTM specifications, for this will lower corrosion resistance and reduce
toughness.
• To prevent warping and distortion, each DSS casting must be adequately supported.

*Please reference Annual Book of ASTM Standards: Volume 01.02, page 650 for their information. These
temperatures are for thick section sand casting only.
Supplementary requirements
ASTM offers several specifications for castings. There are two common ones used for DSS – A890 and A995. Both have identical chemical requirements, tensile requirements, and heat treatment requirements. The difference in the two specifications are that liquid penetrant examination of cavities prepared for welding shall be performed to verify removal of those discontinuities found unacceptable by the inspection method specified for the casting.
ASTM A995 also has a better control for post weld heat treatment. All ASTM A995 castings should be heat treated after the cavities have been welded. Liquid penetrant should then be completed after heat treatment. The two recipes for producing the castings are identical, only the testing after the casting is produced can be different if specified. It is our opinion that A995 offers a higher degree of certainty for severe service applications.
USA foundries
The mission for most American foundries is to provide exceptional performance to customers and develop lasting relationships with top quality castings, excellent customer service and short on-time delivery times that foreign competition can’t possibly offer. With any new valve projector current manufacturing issues, foundries
can usually be at our customer’s door within 12 hours if the need is required.
Other benefits of using American foundries are:
• Sustained productivity gains.
• Steady exchange rates.
• Stable wage growth for employee and skill retention.
• The large energy advantage that the USA has captured using shale gas and other enhanced oil recovery methods keeps US foundries globally competitive.
• Gaining access to the highest quality valves made with the greatest technology on the planet.
• A fair price and a lifelong commitment.

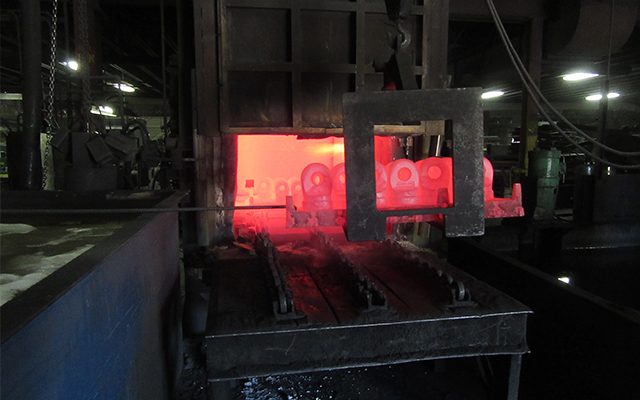
Figure 7: Heat the castings up to the desired temperature, then immediately water quench in aqua quench tank with turbulent water flow or cool in front of high-powered fans.
Summary
Severe Service Valve applications demand best practices in all phases of manufacturing. The casting of higher alloys like duplexes are especially demanding, particularly as they become more massive and have substantial volumes. Experience and dedication to continuous improvement and the pursuit of excellence is providing clients with superior performing SSVs.

About the Authors
Pete Schlener is the current President and CEO of Minncast Steel Foundry. He has worked at Minncast, Inc. for 36 years starting from the very bottom, working has way up through the ranks. Minncast was founded by Peter’s father Richard Schlener in 1971. Pete is a current member of the American Foundrymen‘s Society and assists other foundry’s with sales and technical support for Super alloys.
Ross Waters is the President of CGIS, a global supplier of the highest performance valves, controls, and automation. With more than 35 years of experience, Ross specializes in severe service applications and solutions. He is a voting member of ASTM on the G04 Gaseous Oxygen Committee and serves on the Manufacturers Standardization Society (MSS) as a task force member on C-114 Steel Valves and C-409 Knife Gates. Currently Ross is chair of the task force committed to publishing a new Standard on Severe Service Valves (SSVs).



Comments