High speeds and variable operating conditions often result in a short life span for compressor valves and high operating costs for compressor operators. A leading North American pipeline and midstream company faced this situation and needed to find a way to get more life from their valves.
The gas storage facility uses a White Superior WH-66 compressor for both storage and withdrawal, creating several sets of operating parameters for the valves. Making conditions even tougher for the second stage valves, the compressor can run as either a single-stage or two-stage unit, depending on operational needs.
The compressor operates at 1200 rpm. Durability and efficiency in an application like this takes a robust valve design and skilled engineering to optimize it for each phase of duty. The compressor was outfitted with standard plate valves that were clearly overmatched for the application. Second stage valves failed routinely after only two to three weeks of run time.
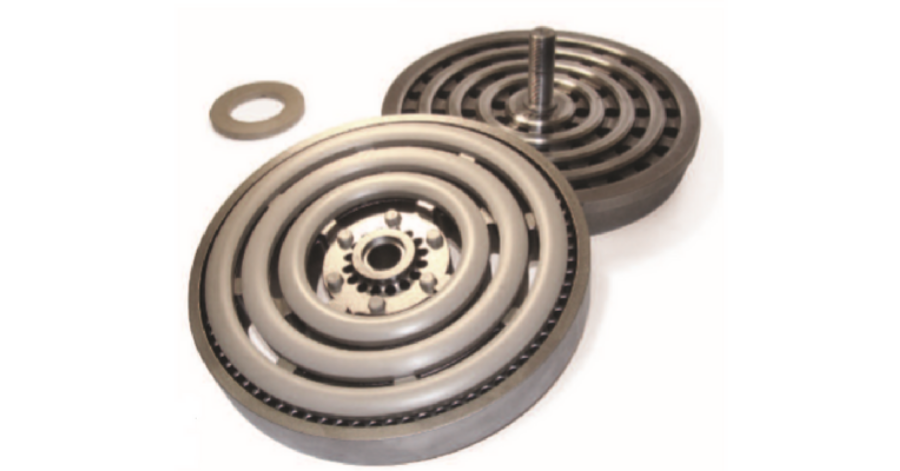
To meet the challenge, Cook Compression responded with the versatile and robust Manley®compressor valve. The Manley valve design combines radiused, concentric discs, thermoplastic materials, and increased disc mass for durability in all operating environments.
Cook Compression applies a high degree of custom engineering to valves, optimizing parameters such as flow area, spring force, clearance volume and lift area. In this case the Cook engineering team was able to optimize the design to accommodate two sets of pressures for the second stage in order to maximize run times.
After installing Manley valves, run times increased from just a few weeks to a full year. The gas storage facility now saves time and money with less maintenance and improved productivity.
For more details about engineering durable compressor valves for tough applications, contact your Cook Compression representative or visit cookcompression.com.


Comments