
A petrochemical manufacturing plant recently faced material related issues with two fractionator pumps at its performance products plant in Texas. Pump performance was gradually falling off to a point where the pump could not keep up with demand.
A petrochemical manufacturing plant in Texas was experiencing frequent pump failures, as often as once every year, on their Worthington model 3UNX-105 multistage pumps. The pumps were being used to transfer Tert-Butyl alcohol at a temperature of 110°F, suction pressure of 10 psi, and a discharge pressure of 500 psi. The fractionator had an operating pump, an installed spare pump, and spare rotors in a warehouse as backups. A spare rotor would be installed into the failed pump, while the damaged rotor was pulled from service and sent for repairs.

Polyetheretherketone bushings and wear rings
from the fractionator pumps.
The Area Maintenance Engineer started looking for a longer-lasting option to reduce costs. While the pump was originally supplied with stainless steel bushings and impeller wear rings, these were subject to galling on start-up, and during upset conditions. An upgrade to PEEK material resolved the galling issue, but over time the resin binder started to break down allowing critical clearances to increase and pump performance to drop off. The repair shop suggested switching to a higher, more expensive grade of PEEK. This idea was rejected as there was no guarantee that the new PEEK material would hold up any better as it had not been tested or used in this service before.
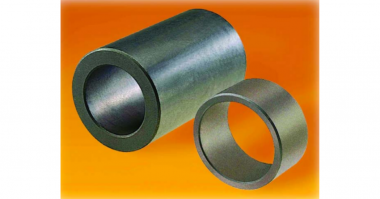
After more research, the decision was made to replace the bushings and wear rings with nickel-filled Graphalloy graphite/metal alloy components, which allow the graphite layers to slide against each other resulting in excellent dry lubrication, is stable chemically, unaffected by ordinary solvents, and can withstand high temperatures without deformation or burning.
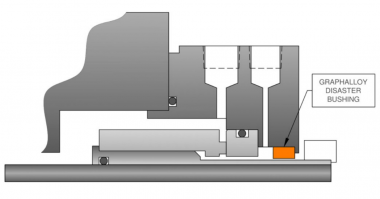
The pump internals are 300 series stainless steel. The supplier provided wear rings that were finish machined and installed into the pump’s 300 series stainless steel housings. The new material was installed into the eye and hub side stationary rings, as well as the throat, throttle, and center bushings. The first Graphalloy-fitted spare rotor was installed into the pump. The damaged rotor with the PEEK bushings was sent to the shop and fitted with new graphite-based components.
The pump has been through several start/stop cycles and over a year in continuous service without any indication of increasing wear ring clearance or degradation. It has exceeded the runtimes of the previous bushings.
Originally published on www.pumpengineer.net
Read more about why the material matters.
Comments