Sulzer design and engineering optimizes efficiency through full life cycle of Spanish irrigation project
Increasing the volume of water available to an irrigation channel in Northeast Spain has benefitted local agriculture, especially during the dry summer season. With extensive support from Sulzer, the reservoir of San Salvador has been successfully commissioned with energy consumption kept to a minimum.
Maintaining an effective agriculture system is essential to keeping food on the supermarket shelves and this requires an efficient and reliable supply of water. As the demand for this resource increases, so it becomes more important to optimize the storage and delivery of fresh water supplies.
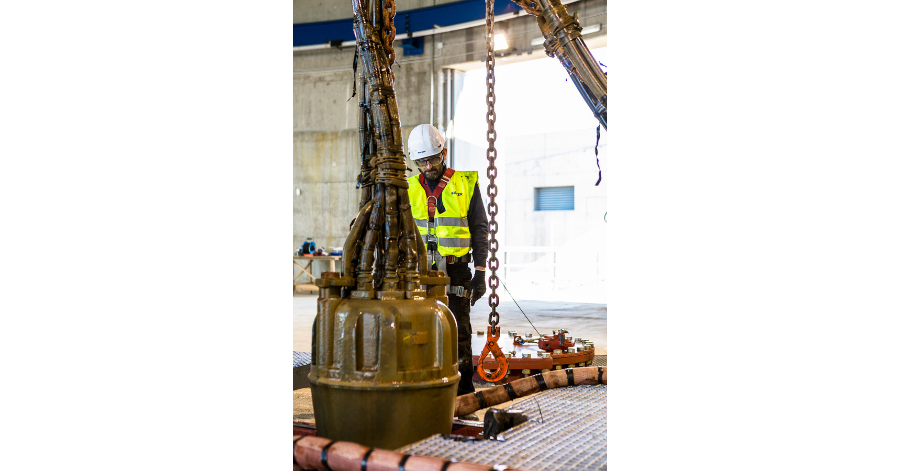
The maintenance routines were demonstrated by Sulzer engineers as part of the commissioning process
Efficiency foremost
From the outset, the project owners were very clear that operational efficiency was the top priority to ensure that annual running costs were kept to a minimum. Sulzer entered the competitive tender with a proposal that would later be shown to offer between 15% and 50% improvement, depending on the conditions, on the running costs of a rival bid. This benefit, while appealing, was supplemented by the proposal from Sulzer to work in partnership with the customer and offer its considerable expertise in pumping solutions.
Rather than just delivering a number of pumps that could deliver the necessary water flows, Sulzer prepared a comprehensive solution that included all the control infrastructure as well as all the maintenance equipment. In fact, the design of the final installation would involve siphon-effect discharge pipework that would improve the performance of the pumps by reducing the static head.
For this project, Sulzer proposed some of its latest pumps equipped with premium efficiency, IE3, PE7 motors that would make an excellent starting point for an energy-efficient installation. Oliver Guglielminetti, Global Product Manager for Sulzer in Germany explains: “Sulzer’s engineers went much further and included the variable speed drives (VSDs) and its PC 441 pump controller, which was programmed to operate the pumps close to the best efficiency point (BEP) and with the lowest energy consumption.”

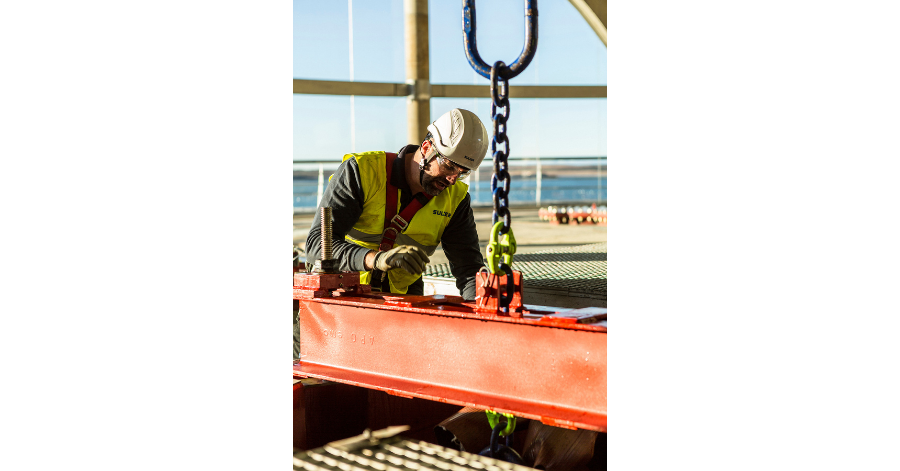
The shape of the pumping station presented some unique challenges for the design team
Ground-up design
The customer was looking for a partner to help with the design of the pumping system as well as the infrastructure for removing and installing the pumps for maintenance. This needed careful consideration to ensure safe handling of the pumps. Additionally, all the lifting equipment and procedures had to be approved by an independent assessor.
The circular shape of the pumping station building posed many challenges for the designers, not least the lack of space for all the equipment. Sulzer suggested the installation of one pump control center to operate two sets of pumps. This proposal was accepted, saving both space and expense for the project. The pumping station had to be built in two independently operated sections, allowing pump maintenance to be carried out without affecting capacity.
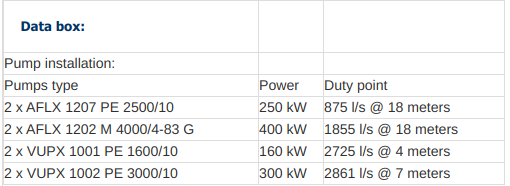
Each set of four pumps is made-up of two different pump models, chosen by the engineers to offer the most efficient pumping solution for every level of water in the reservoir. The pumps are controlled by variable speed drives and this combination allowed Sulzer to create a chart that showed how different combinations and settings of the pump control system would operate depending on the water levels in the reservoir.
Optimized control
The pumping station is designed to maintain a sufficient water level in the distribution channel so that the irrigation system remains operational. However, the water levels in the reservoir can change substantially, especially between the dry and rainy seasons. Establishing the best pump arrangement and pumping regimes would pose a considerable challenge.
The pumps are installed over two levels as well as being split into two independent sections. Each pump was designed with its own siphon effect system at the discharge point that would deliver considerable energy savings over the whole service life of the pump. This was a very important consideration for the customer, and one that would be pivotal in Sulzer winning the contract.

The irrigation project has benefitted the agricultural industry in Northeastern Spain
Project delivery
Fernando Lacasta Claver, Project Manager for the state-owned company ACUAES (Aguas de las Cuencas de España) explains: “Sulzer effectively helped identify the three factors that play an essential role in energy optimization, pump hydraulics, frequency variation and the siphon priming system, aiming at the highest possible energy efficiency.”
Sulzer’s project manager, Daniel Román Carrero, comments: “Sulzer was responsible for the whole installation process of the pumps and the associated infrastructure. This called for many of the company’s most experienced engineers located in Spain to become involved in the project either on site or providing support. We had meetings every week to ensure that every issue was resolved as soon as it arose. Our commitment to the project was greatly appreciated by the customer.”
In installations where large electric motors are operating round-the-clock, small improvements in efficiency can make a significant difference in energy costs. When this is combined with optimized valve designs, the addition of the siphon effect and precision control, the overall efficiency is magnified.
Fernando continues: “We required close technical cooperation beyond a mere pump purchase, not just a business transaction with a supplier; we needed a partner willing to get involved and support us to develop a more effective and efficient project.” Sulzer got highly involved in the project and delivered much more than products, this reflected in the optimal operation of the system and creation of trust with the customer, administration and the end user.
Daniel Sánchez Tadeo, Project Leader, Sulzer Pumps Wastewater Spain, commented: “We were able to offer the customer a package with a completely new and more efficient solution, as well as our know-how and continuous support as the project proceeded.”
Fernando concludes: “I must say that we are very pleased. The project was developed to our satisfaction and it is working successfully.”
About Sulzer:
Sulzer is a global leader in fluid engineering. We specialize in pumping, agitation, mixing, separation and application technologies for fluids of all types. Our customers benefit from our commitment to innovation, performance and quality and from our responsive network of 180 world-class production facilities and service centers across the globe. Sulzer has been headquartered in Winterthur, Switzerland, since 1834. In 2019, our 16’500 employees delivered revenues of CHF 3.7 billion. Our shares are traded on the SIX Swiss Exchange (SIX: SUN).


Comments