
It is a topic that can critically affect the profitability of pharmaceutical manufacturers, from the most basic production-line level on through entire plant efficiencies… even overall corporate performance. As belts are tightened, the operators of these manufacturing facilities have been forced to implement new ways to meet established production quotas while spending less money. For many, the low-hanging fruit in this area has been an increased focus on making their operations more energy-efficient, or “green,” to use the increasingly popular vernacular.
This has meant the incorporation of such things as more efficient light bulbs or a streamlining of operations that reduces the plant’s consumption of electricity, leading to a decrease in its carbon footprint. The ultimate goal in these lean manufacturing operations is to realize current or higher product yields while using fewer resources with the ultimate outcome being a healthier bottom line.
Many of these green initiatives, however, are not being driven by sound economic principles. Without a doubt, focusing on improved energy efficiency and consumption in manufacturing operations is an admirable tact to take, but many manufacturers have already maximized their energy efficiencies. Fortunately, thanks to innovative fluid-transfer methods, it is possible to accomplish far greater savings than those realized in energy alone in the pharmaceutical industry. In fact, these savings can often be realized at a much greater magnitude than through other process improvements.
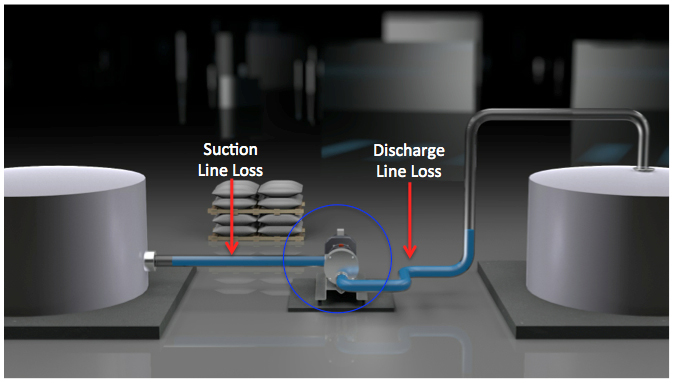 Product waste is one of the areas in hygienic manufacturing where extremely high costs are being incurred, which is the area of focus for this white paper. The term “product recovery” can relate to a number of different operations in hygienic manufacturing (improper dosing and product lost through leakages or spills are two popular examples), but for the purposes of this discussion, we will focus on product recovery as it pertains to either raw ingredients or intermediate/finished products that may remain in the suction or discharge fluid-transfer lines at the conclusion of production runs or between product changeovers.
Product waste is one of the areas in hygienic manufacturing where extremely high costs are being incurred, which is the area of focus for this white paper. The term “product recovery” can relate to a number of different operations in hygienic manufacturing (improper dosing and product lost through leakages or spills are two popular examples), but for the purposes of this discussion, we will focus on product recovery as it pertains to either raw ingredients or intermediate/finished products that may remain in the suction or discharge fluid-transfer lines at the conclusion of production runs or between product changeovers.
In the end, we will illustrate how one specific type of pumping technology—positive displacement eccentric disc—possesses the line-stripping and product-recovery capabilities necessary to help save hygienic manufacturers hundreds of thousands of dollars per manufacturing site annually. In turn, the pharmaceutical industry has the potential to save many millions of dollars annually in recovered—and still marketable and consumable—end-products.
There are three criteria used to determine if high product-recovery values can be achieved in production processes that directly impact the manufacturing operation’s top and bottom lines:
- Ingredients used in the raw materials for intermediate or final products that are both extremely expensive and valuable
- Product changeovers (switching between products) occur frequently, such as one or more times per day
- The product-recovery technique or technology that is used is appropriate for the ingredient or product
There are many critical areas within a hygienic-manufacturing operation where fluid transfer is required. However, many manufacturers are simply flushing these expensive materials down the drain when they do not optimize their product-recovery capabilities, which can be accomplished through the use of eccentric disc pump technology.
The Challenge
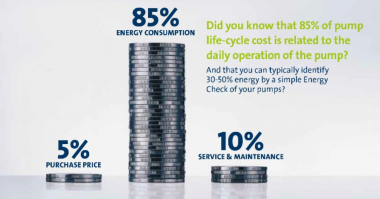
Incorporating increased energy efficiency into the hygienic-manufacturing process is one way to save operating costs, but is it the best? The following chart shows just how much money is consumed and potentially saved, per positive displacement pump, if the cost for energy is $0.10 per kilowatt hour (KwH):
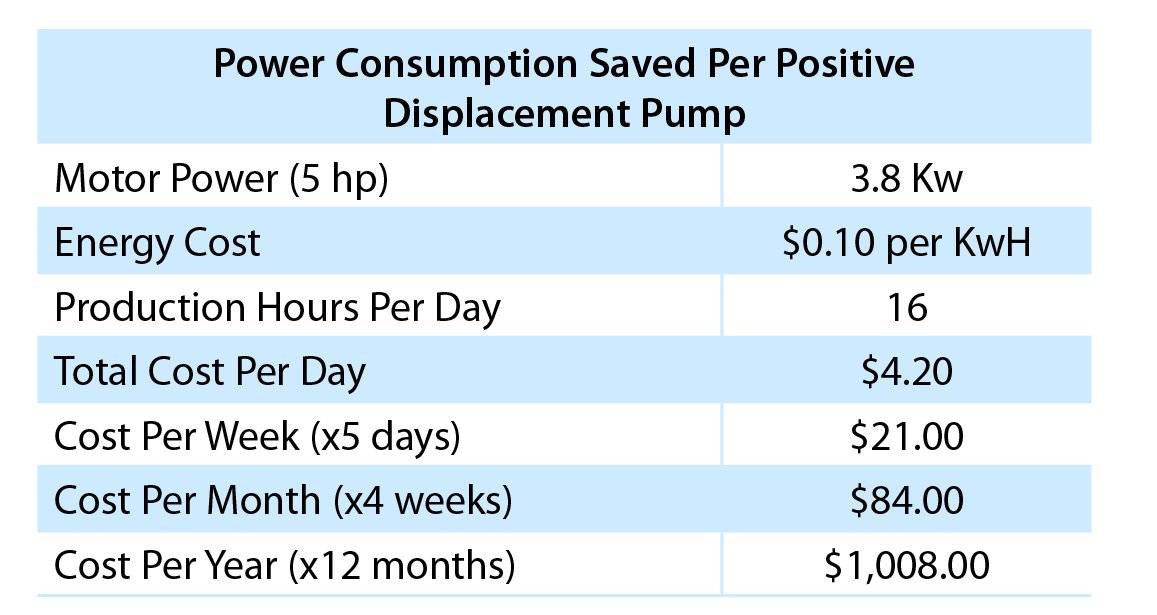
The sum of $1,008 is the energy cost to run the pump annually. Suppose we were able to reduce the energy consumption by a large factor of 20%, which is admittedly unlikely. That would represent a saving of almost $202 per pump per year. For comparison’s sake, however, the following chart shows a very conservative example of how much can be saved when using positive displacement eccentric disc pump technology with a minimum product-recovery capability of 70% to transfer a finished product from a feed tank to a filler:
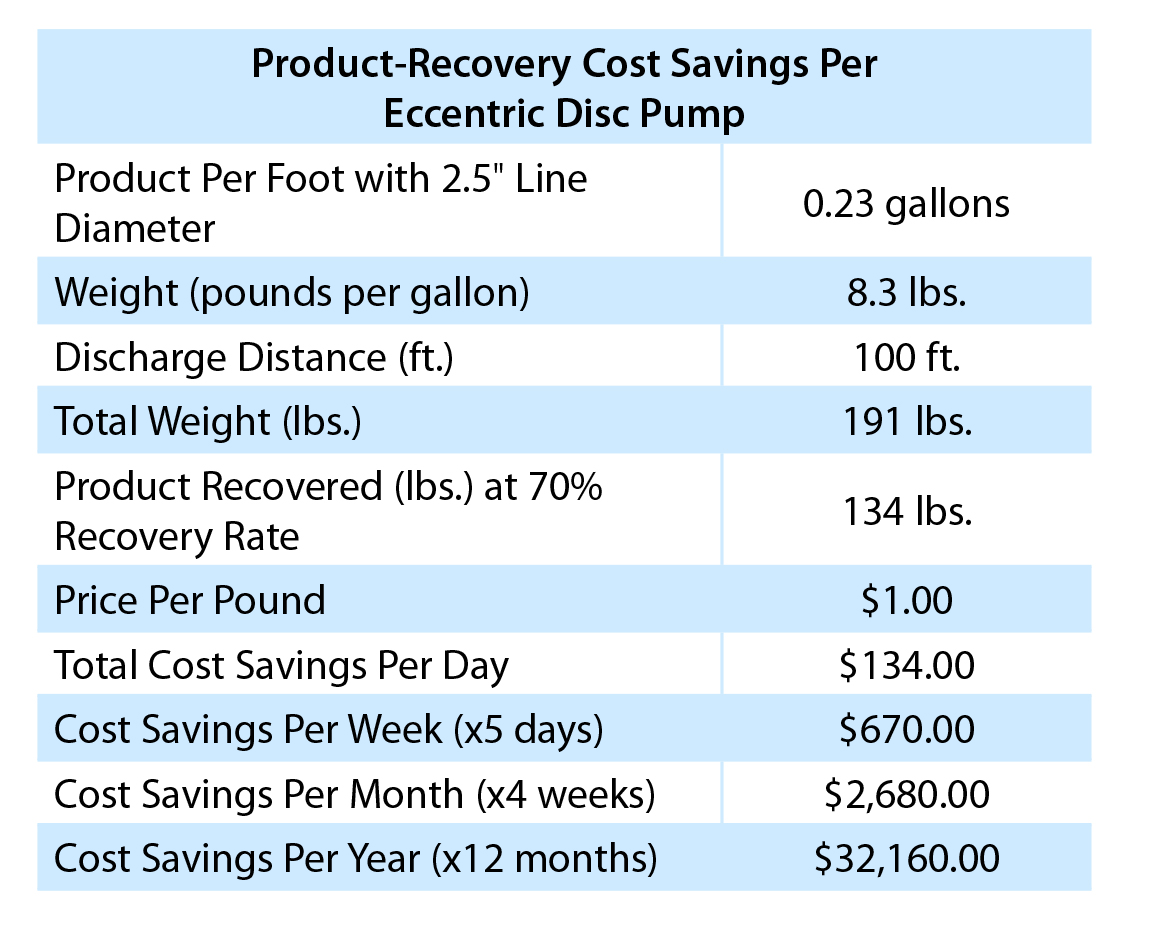
When you take the product-recovery savings of $32,160 and divide it by the power savings of $202 the product-recovery savings is 160 times higher per pump! Another way to view it is that the product-recovery savings accumulated in one year in this example will pay for 32 years of energy to operate the pump (not even including interest on the money). As previously mentioned, this is a huge opportunity for the manufacturer, because within today’s pumping technologies there is very little room to improve motor efficiency (certainly not 20%, as in our example). However, there is significant room to improve product recovery.
This savings is only the most obvious, though. When transfer pumps are unable to adequately strip suction or discharge production lines, there is a snowballing effect on the costs that are incurred by the facility operator. This list of ancillary costs can include:
- More water to clean the lines
- Additional cleaning and treatment chemicals to clean the lines
- Sanitizing chemicals to sanitize the lines
- Energy to facilitate the cleaning process
- Labor costs/hours to perform longer cleaning operations
- Disposal costs of used water, chemicals and product
- Water treatment costs and associated treatment chemicals
The bottom line? Yes, that’s it…product waste is a severe handicap to the manufacturer’s bottom line and product recovery is a great opportunity to limit that waste and gain cost savings. After all, wasted materials or end-products mean that the manufacturer cannot monetize perfectly good product that is washed out of production lines and disposed of.
For many years, the go-to technologies for hygienic manufacturing processes in the pharmaceutical industry have been lobe, external circumferential piston (ECP), centrifugal, hose and progressive cavity-style pumps. While these technologies do perform the basic pumping task, because of their design and operating principles, lobe and ECP pumps, for example, do not possess the ability to adequately strip suction or discharge lines. This is a critical consideration for industries that may use the same pump to transfer different products in a hygienic operation.
Traditional pumps also wear constantly, which increases their internal clearances over time resulting in product slip, thus reducing flow capacity and volumetric efficiency as operating pressures and fluid viscosities vary. Specifically, lobe and ECP pumps have two shafts that have to be sealed, which doubles the number of areas where leaks can occur. Lobe and ECP pumps are also not self-priming and can run dry for only a short period of time unless they have flushed double-mechanical seals. These pumps will also experience diminished performance when handling low-viscosity materials.
Typical Pump Technologies Used in Hygienic Applications

Many manufacturers who rely on these types of pump technologies are also often forced to use them in conjunction with so-called “pigging” systems that utilize a projectile to push out the residual product. While well-installed pigging systems deliver the highest recovery rates in product line runs without interruptions (with no heat exchangers, valves, filters, flow meters or other accessories needed), great care must be taken to ensure that purified compressed gas or air is used to push the pig, which can prove a challenge for maintaining product purity.
The Breakthrough
 With the amount of money that can be saved via adequate product recovery, eccentric disc pump technology stands ready to set a new standard in product-recovery capabilities in hygienic manufacturing operations. Eccentric disc pumps are the only hygienic pumps with this capability. Mouvex®, Auxerre, France—part of PSG®, a Dover company and based in Oakbrook Terrace, IL, USA— has established itself as a leading producer of eccentric disc pump technology.
With the amount of money that can be saved via adequate product recovery, eccentric disc pump technology stands ready to set a new standard in product-recovery capabilities in hygienic manufacturing operations. Eccentric disc pumps are the only hygienic pumps with this capability. Mouvex®, Auxerre, France—part of PSG®, a Dover company and based in Oakbrook Terrace, IL, USA— has established itself as a leading producer of eccentric disc pump technology.
The critical key to the eccentric disc pump’s heightened product-recovery capabilities is that it operates via a disc that moves on an eccentric plane within a circular channel, which gives the pump the ability to provide non-pulsing, low-slip operation with high volumetric consistency. Many liken this method of operation to a scroll-compressor effect. This design also means that flow rates vary minimally with changes in viscosity, temperature, system back-pressure and even component wear.
Most important for product-recovery considerations, Mouvex eccentric disc pumps are so efficient that they can pump air when no fluid is present. This creates a vacuum effect on the pump’s suction side and a compressor effect on the discharge side. In other words, once the product runs out in the feed tank, the eccentric disc technology continues to pump air in a very constant, non-abrupt, non-pulsating manner so that the surface tension on any remaining fluid is not broken. This produces a plug effect, which pushes out the product “plug” as a whole.
Because the eccentric disc pump transitions to the purging process by using the air that is already in the feed tank, there should be no issues with maintaining product purity. If there is an issue, then the air/gas that blankets the product in the tank should be further purified to start. This method of product recovery is a much safer and cleaner alternative to pigging or a simple air/gas-blowing process. It is also much more difficult and costly to ensure proper quality of required air/gas that is sourced from compressors or high-pressure bottles.
Despite these drawbacks, some processors have adopted hybrid recovery processes for high-value products using both eccentric disc pumps and pigging. The eccentric disc pump is used to automatically recover most of the product from the line into the packaging equipment and maximize product recovery on sections of the line that pigging cannot serve. The pig is then used for a secondary recovery process to recover final product that adheres to the tubing wall in “piggable” sections of the line such as prior to a clean-in-place (CIP) operation.
The upshot of using eccentric disc pump technology for product-recovery operations is that the typical amount of product recovered is more than 95% on the suction side of the pump and typically 60% to 80% or more on the discharge side.
Examples where the incorporation of Mouvex eccentric disc pumps in hygienic product-manufacturing operations have resulted in documented six-figure savings per pump line include:
- An oral-care company that upgraded from centrifugal pumps to quickly achieve product-recovery targets with its low-viscosity products
- A pharmaceutical company that fills many oral medicines with frequent product changeovers
- A multinational high-end cosmetic manufacturer that recovered enough silicone-based product to immediately pay back the cost of the pump within a few short days
 When used in hygienic-manufacturing operations, the Mouvex pump serves first as the normal process pump, with the product-recovery capability coming as a bonus. For other pump styles, the product-recovery hardware, such as pigging systems, comes at a considerable cost premium and adds unnecessary complexity to the pumping operation. Specific additional advantages of eccentric disc pumps in product-recovery applications when compared to other product recovery methods include:
When used in hygienic-manufacturing operations, the Mouvex pump serves first as the normal process pump, with the product-recovery capability coming as a bonus. For other pump styles, the product-recovery hardware, such as pigging systems, comes at a considerable cost premium and adds unnecessary complexity to the pumping operation. Specific additional advantages of eccentric disc pumps in product-recovery applications when compared to other product recovery methods include:
Eccentric disc pumps can recover product from tank bottoms, inlet and outlet lines
- Eccentric disc pumps can recover product from small-diameter lines where pigging is not possible
- Eccentric disc pumps can recover product through ordinary valves, heat exchangers, magnetic traps, flow meters and other accessories found in the transfer line
- Product recovery with eccentric disc pumps is seamless as no line interruptions will occur between normal production and the product-recovery phase
- For the majority of the product-recovery process, air mixing is not a concern as most of the product recovered by an eccentric disc pump comes in the form of a product plug with no air mixed in. A simple flow switch can be used to shut down the pump before the air purge reaches the product’s destination.
Conclusion
Reducing the operating costs in a manufacturing facility will be a front-of-mind concern for plant managers for the foreseeable future. Initially, cutting energy costs was a popular way to attack the problem, but the overall value of that approach to the manufacturer’s bottom line may have already been maximized. Operators of pharmaceutical manufacturing facilities that rely on hygienic systems would be wise to not only develop ways to optimize energy costs, but to also determine how much cost savings can be realized in targeted product recovery. As illustrated, per-pump product-recovery cost savings can be as much as 32 times greater than the yearly cost of the energy needed to run the pump. In a large production operation, that can result in millions of dollars of savings per year.
 The fulcrum in optimizing product recovery is the pump that is used to transfer raw materials or finished products through the suction and discharge lines. While lobe and ECP pumps have been popular choices for this task in the past, they feature a number of operational inefficiencies that mean optimized product recovery will never be realized. The solution is Mouvex Eccentric Disc Pump technology, which, by nature of its method of operation, offers the line-clearing and –stripping capabilities that other pump technologies can’t accomplish. To help show how much product-recovery savings can be realized by switching to eccentric disc pumps, Mouvex has developed a worksheet that calculates product-recovery savings when specific operating characteristics are presented.
The fulcrum in optimizing product recovery is the pump that is used to transfer raw materials or finished products through the suction and discharge lines. While lobe and ECP pumps have been popular choices for this task in the past, they feature a number of operational inefficiencies that mean optimized product recovery will never be realized. The solution is Mouvex Eccentric Disc Pump technology, which, by nature of its method of operation, offers the line-clearing and –stripping capabilities that other pump technologies can’t accomplish. To help show how much product-recovery savings can be realized by switching to eccentric disc pumps, Mouvex has developed a worksheet that calculates product-recovery savings when specific operating characteristics are presented.
To obtain a product-recovery worksheet, visit www.psgdover.com/product-recovery or call +1 909-512-1224 (Americas) and +33 0 386 49 8630 (EMEA and Asia).
About the Authors:
Wallace Wittkoff is the Director of Global Segments and Key Account Manager for Mouvex® and PSG®. He can be reached at (502) 905-9169 or Wallace.wittkoff@psgdover.com. Headquartered in Auxerre, France, Mouvex is a leading manufacturer of positive displacement pumps and compressors for the transfer of liquids in hygienic-manufacturing applications worldwide. For more information on Mouvex, please visit www.mouvex.com. Mouvex is part of PSG, a Dover company, Oakbrook Terrace, IL, USA. PSG is comprised of several leading pump brands, including Abaque®, Almatec®, Blackmer®, Ebsray®, Griswold™, Maag Industrial Pumps, Mouvex®, Neptune™, Quattroflow™, RedScrew™ and Wilden®. You can find more information on PSG at www.psgdover.com.


Comments