
In compiling a list of the industries that have benefited the most from advancements in technology, mining would have to be near the top. From an industry that literally began with the use of crude instruments to break into the Earth’s surface in the search for valuable commodities, mining has evolved into an incredibly complex, global economic behemoth. Today, mining operations dot all points of the compass, in all climates and operating conditions, with mining companies constantly searching for the next rich deposit of such diverse commodities as gold, copper, iron, coal and phosphates.
In 2011, PwC, which is the brand name under which member firms of PricewaterhouseCoopers International Limited operate and provide services to their industrial clients, released a report titled Mining 2011: Review of global trends in the mining industry. The information contained in the report provides a staggering look at just how important—and profitable—the global mining industry has become:
- The world’s 40 largest mining companies saw revenues grow by 32% in 2010, to $435 billion
- Net profits for these companies rose 156% from 2009, to $110 billion
According to the report, this eye-catching growth was driven by rapidly rising commodity prices, as well as the rising demand from the robustly emerging economies of China, India, Brazil and Indonesia. China, for example, was not only the world’s largest producer of gold in 2010, but for the first time became the world’s largest consumer of copper. This global expansion in mining activity has made relatively obscure nations such as Morocco (phosphates), Peru (copper), Namibia (phosphates), South Africa (coal and gold), Zambia (copper) and Sweden (iron ore) major players in the mining industry.

Handling and transferring particulate-laden slurries and highly viscous liquids are a way of
life in mining operations, no matter the commodity being mined.
While technological advancements have helped streamline the process of finding commodities and ultimately recovering them, mining, at its most basic, still requires drilling or digging holes in the Earth’s surface, and taking big rocks and turning them into small rocks in order to extract the pay lode. These extreme operations in often times harsh working conditions place a great strain on the equipment that is used to facilitate the mining process.
This white paper will highlight why one type of pumping technology—positive displacement peristaltic (hose) pumps—can rise to the challenges inherent in the exploration and extraction of the world’s most valuable mined commodities.
The Challenge
The design and operational characteristics of peristaltic (hose) pump technology, which was patented in 1925 in France, make it a wise choice in a wide range of mining applications—from moving viscous and/or abrasive slurries to the transfer of liquids laden with relatively large particulate matter. These characteristics make peristaltic (hose) pumps ideal for the full array of diverse operations within the mining industry.
Peristaltic (hose) pumps satisfy the requirements of such a wide range of mining applications because their operation is based on the alternating contraction and relaxation of the hose, forcing the contents to move through the pump and into the discharge piping. A smooth-wall, flexible hose is fitted in the pump casing and is squeezed between shoes on the rotor and the inside of the pump casing. This rotating action moves the product through the hose at a constant rate of displacement. The hose restitution after the squeeze produces an almost full vacuum that draws the product into the hose from the intake piping. The pump casing is lubricated to cool the pump and lengthen the service life of the shoes and hose. Since the product only contacts the hose and not the internal pump components, this pumping technology is very suitable for abrasive and corrosive applications.
This pump style also maintains excellent volumetric consistency, making it ideal for the 24/7 operating cycles that characterize a mining operation. The pump’s seal-free design makes it dry-run, self-priming and low-slip capable, and eliminates any potential leak or contamination points while simultaneously providing superior suction lift. Finally, peristaltic (hose) pumps are easy to operate and easy to maintain. The pump’s reversible operation also allows for pumping in both directions.
In order to successfully handle a wide gamut of fluids in harsh conditions, the peristaltic pump’s hose—which, because of its seal-less design, is the only component to actually come in contact with the pumped medium— needs to be able to reliably deliver the millions of pumping cycles that are required during its lifetime.
Another consideration when selecting a hose material is its “fatigue resistance.” This trait defines how resistant to failure the hose material is as it runs through its millions of pumping cycles. A hose material that is susceptible to developing cracks and holes relatively early in its operational life is not as desirable as a material that can reliably handle the demands of the repeated contraction and relaxation of the hose, especially when particulate-laden liquids are being pumped. The reinforced construction of the peristaltic hose and its use of rubber compositions that have been specially designed for the stresses within the peristaltic hose allow for the optimum life cycle and performance.

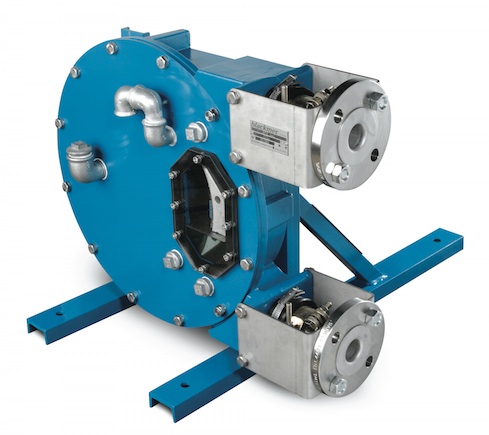
Abaque™ Series Peristaltic (Hose) Pumps feature a method of operation that is perfect
for handling the of viscous, abrasive or particulate-laden fluids that are a staple of the
mining industry.
The Solution
While peristaltic (hose) pumps can be a reliable component in the optimization of mining operations, one specific pump brand has risen above the competition to be a top choice among mine operators—Abaque™ Series Peristaltic (Hose) Pumps from Dover Corporation’s Pump Solutions Group (PSG®). PSG was formed in 2008 and has grown to become a global corporation with world-class facilities in the United States, France, Germany, India and China.
Abaque Series pumps feature a seal-free design that eliminates leaks and product contamination, which enables them to handle the mining industry’s toughest pumping applications, from abrasive and aggressive fluids to sheer-sensitive and viscous materials. The pumps, which can run in either forward or reverse, are self-priming and offer suction-lift capabilities to 9 meters (25.5 feet), as well as the ability to run dry continuously without adversely affecting the pump’s performance. Ductile-iron and steel construction lets the pump produce discharge pressures as high as16 bar (232 psi).
The Abaque pump’s hoses are available in three materials of construction, all of which have been chosen because of their high levels of fatigue resistance:
• Natural rubber – highly resilient with excellent abrasion resistance and strength
• EPDM – high chemical resistance, especially when handling concentrated acids, and alcohols
• Buna®-N – highly wear resistant to natural gas containing products
Abaque pumps are available in 10 different sizes and 19 total models with flow rates ranging from 1.7 to 1,249 L/ min (0.46 to 330 gpm). They have been designed to handle products with water-like viscosities to those as high as 70,000 cSt (352,000 SSU), solid particle sizes from 1.5 mm to 18 mm (0.06 inches to 0.71 inches) and soft particle sizes from 1.5 mm to 31 mm (0.06 inches to 1.22 inches). All Abaque pumps can handle product temperatures ranging from 0ºC to 80ºC (32ºF to 176ºF) with models featuring an EPDM hose capable of handling maximum temperatures to 90ºC (194ºF). Optional equipment includes hose-failure detectors, vacuum kits and non-metallic inserts.
Maintaining reliability in a wide variety of harsh conditions is a constant concern for mine
operators and the operation of Abaque Peristaltic (Hose) Pumps delivers the performance
levels that are required.
Maintaining reliability in a wide variety of harsh conditions is a constant concern for mine operators and the operation of Abaque Peristaltic (Hose) Pumps delivers the performance levels that are required.
Below: The Abaque pumps’s hose restitution after the squeeze produces an almost full vacuum that draw’s the product into the hose from the intake piping.
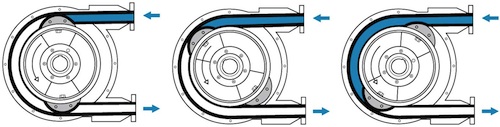
The Abaque pump’s hose restitution after the squeeze produces an almost full
vacuum that draws the product into the hose from the intake piping.
The Simple design of thethat eliminates leaks and product contamination, which enables them to handle the mining industry’s toughest pumping application.

The simple design of the Abaque Series Peristaltic (Hose) Pumps features a seal-free design that eliminates leaks and product contamination, which enables them to handle the mining
industry’s toughest pumping applications.
Conclusion
The mining industry is one of the most diverse in the global economy. This diversity means that the pumps used in all types of mining operations must be nimble and versatile enough to cope with fluids with many different levels of viscosity, temperature, corrosiveness, toxicity, abrasiveness and particulate levels, to name a few. These varying product characteristics must also be successfully handled while meeting the production needs of the mining company. For more than 80 years, peristaltic (hose) pump technology, as epitomized by the standard-setting operation and reliability of the Abaque Series Peristaltic (Hose) Pump family from PSG, has been a leading choice for mining companies who know the value of highly reliable, environmentally friendly, maintenance free pump operation.
About the Author:
Johannes Meijer is the Global Product Manager – Peristaltic Pumps for Pump Solutions Group (PSG®). Mr. Meijer can be reached at +49 151 6283 5979 or Johannes.Meijer@psgdover.com. PSG is the global leader in positive displacement pump and supporting technologies, and delivers value-added pumps and systems that serve customers requiring safe and efficient transfer of critical and valuable materials. Headquartered in Oakbrook Terrace, IL, USA. PSG is comprised of several leading pump brands, including Abaque™, Almatec®, Blackmer®, EnviroGear®, Griswold™, Maag®, Mouvex ®, Neptune™, Quattroflow™, RedScrew™ and Wilden®. You can find more information at www.psgdover.com.


Comments