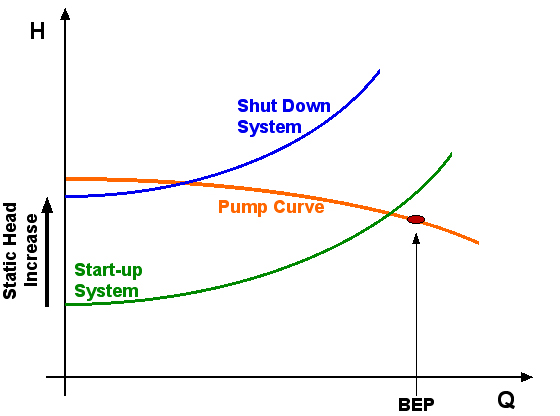
Figure 1 – Static Head Changes
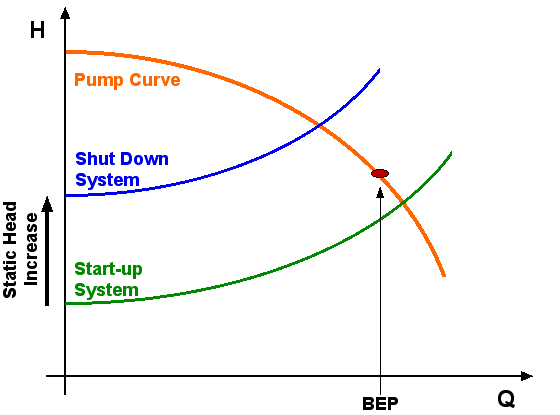
Figure 2 – More Reliable Pump Selection
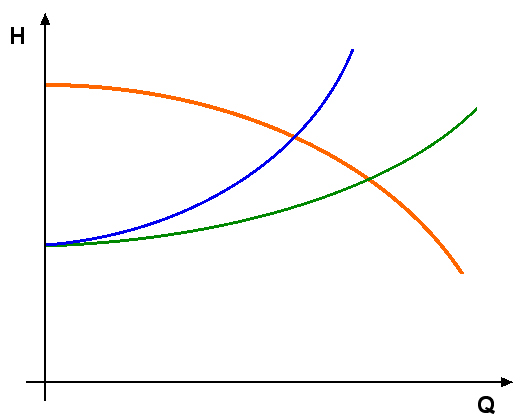
Figure 3 – Friction Loss Changes

Figure 1 – Static Head Changes
Figure 2 – More Reliable Pump Selection
Figure 3 – Friction Loss Changes

Sulzer Chemtech (GTC Technology) has completed the start-up of the world’s largest facility for styrene extraction from pyrolysis gasoline (pygas)…

Direct In-Line Pumping Project Overview A leading manufacturer of high-end pet food products was ready to double the production capacity of production…

Benchmarking Market Report highlights cost-leadership of Sulzer Chemtech BioFlux Process Technology for Renewable Fuels production BioFlux® process technology for renewable fuel…
The majority of industries have wastewater treatment plants. Government agencies and local governments require these facilities to meet pretreatment requirements. Pretreatment rules were enacted to prevent…
Learning how to decrease oil changes can be time- and money-saving. Oil life can be long if contamination is eliminated, which is easier said than…
TECO-Westinghouse experience assures superior performance and reliability For over a century, Westinghouse has been the pacesetter in the design and production of electric machines for heavy…
J. Hilbert Anderson, President of Coupling Corporation of America, discusses some of the reasons why FLEXXORs are designed differently from all other flexible couplings, and…
Comments