
Contributor: John Crane, a Smiths Company
There are approximately 225,000 miles of liquid pipeline in the United States, with about a third transporting crude oil from remote locations throughout North America. Transporting unrefined hydrocarbons through these thousands of miles of pipeline currently allows us to meet global energy demand and reinforces the priority of operators to keep these pipelines safe, working reliably, and in a way that effectively avoids impact to people and the environment. According to a recent report¹ from the American Petroleum Institute (API) and the Association of Oil Pipe Lines (AOPL), crude oil pipeline incidents impacting people and the environment are down 21% over the last five years, with the most frequent cause of liquid pipeline incidents resulting from equipment failure. These equipment failures, representing 47% of incidents, have motivated leaders in the industry to re-evaluate existing designs and consider the development of new technologies to address real-life experiences of pipeline professionals.
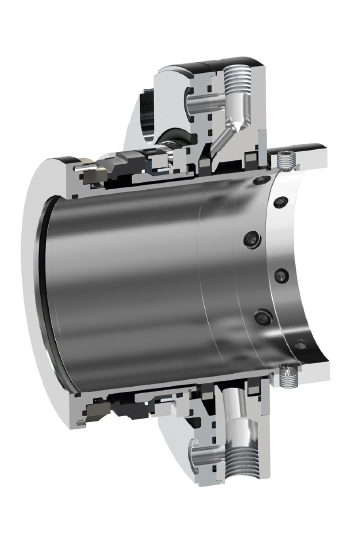
One specific piece of equipment proving to have some major operational reliability benefits in pipeline pumping stations are newly improved mechanical seals – specifically, the 8648 VRS Non-Pusher Elastomer Seal from John Crane, a Smiths Company. “The vast majority of pipelines has relied on pusher seal technology that has not substantially evolved in decades,” states John Morton, Product Line Director. “Many pipeline networks run across rural areas, so leaks can have devastating, long-term consequences for groundwater, livestock, tourism, and associated livelihoods – not to mention considerable clean-up fees and/or fines for the pipeline operator. There was an urgent need for an alternative seal design, which is why the innovative design team at John Crane returned to the drawing board to completely re-imagine this technology.” The resulting 8648 VRS, which was made available to the market in late 2017, is a revolutionary non-pusher elastomer mechanical seal designed without the O-ring weak spot.
“The main risk of seal failure in these crude oil pipeline applications is due to the problems associated with the secondary dynamic O-ring,” explains Jim Wasser, Global Director of R&D Wet Seals and Couplings. “Keeping the O-rings from fretting was one of our main goals in designing this non-pusher seal.”
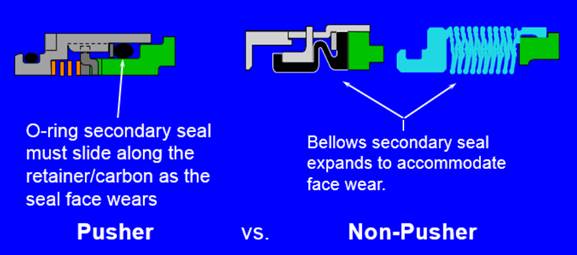
Pusher seals utilize a dynamic secondary seal which moves axially with the major seal face, while non-pusher seals have a static secondary seal that stays stationary against the shaft or sleeve.
 In cases of pump shuttling, the O-ring in pusher seals is pushed back and forth repeatedly – and because crude oil is very abrasive and often contains solids, dirt and debris fills the space with every movement, increasing fretting and dramatically accelerating wear. With the 8648 VRS, there is no dynamic O-ring on the primary seal. The secondary seal utilizes a wear-resistant elastomer that prevents ‘hang-up’, which is a loss of axial movement due to leakage that accumulates and hardens around the seal diameter. “With our unique, patent-pending secondary seal technology, we were able to address effects of shuttling and design the seal to move up to thirty-one thousandths of an inch (0.031”) in each direction – which was twice as much as what pipeline operators had been seeing in the field,” states Wasser.
In cases of pump shuttling, the O-ring in pusher seals is pushed back and forth repeatedly – and because crude oil is very abrasive and often contains solids, dirt and debris fills the space with every movement, increasing fretting and dramatically accelerating wear. With the 8648 VRS, there is no dynamic O-ring on the primary seal. The secondary seal utilizes a wear-resistant elastomer that prevents ‘hang-up’, which is a loss of axial movement due to leakage that accumulates and hardens around the seal diameter. “With our unique, patent-pending secondary seal technology, we were able to address effects of shuttling and design the seal to move up to thirty-one thousandths of an inch (0.031”) in each direction – which was twice as much as what pipeline operators had been seeing in the field,” states Wasser.
The 8648 VRS is designed to effectively counter pump shuttling during transition periods between batch operation. With batch operation, different products are transported through the same pipeline. “The liquids moving through pipeline pumps change from light and medium liquids to heavy crude,” explains Raul Escontrias, National Pipeline Account Manager with John Crane. “This cycling of different liquids means constantly changing operating conditions – so as the material pumped changes, we see the speed of the motor changing, pressures changing, and very dynamic conditions overall.” The 8648 VRS Non-Pusher Elastomer Seal is designed to work reliably in crude oil pipeline pumps, not just accommodating dynamic movement and solids-laden fluid, but also providing effective sealing at high operating pressures.
“Many pipelines are operating at pressures higher than we have seen in the past,” continues Escontrias. “The maximum allowable working pressures (MAWP) have not changed. For the most part, in a pipeline, we design for either 1480 or 2200 pounds of pressure – but now we’re operating at these pressures on much larger shaft diameters, so having a more robust seal helps maintain full flexibility and performance over these higher operating pressure ranges.”
Now to address containment of leakage under high pressures. Everyone knows that mechanical seals leak, but the ultimate goal is to keep ‘oil off the soil’. This was certainly the intent behind API Plan 66A, which was released in the 4th Edition of API 682. (It’s important to note that even though Plan 66A is an API Plan, the American Petroleum Institute does not at this time cover pipeline applications as the specifications are outside of current shaft sizes and pressure ranges. API standards max out at 4 inches and most pipelines go up to 7 inch shaft sizes. API pressures top out at 600 PSIG while pipeline pressures are roughly 1500 PSIG, with excursions up to 2200 PSIG.) The intent of Plan 66A is to minimize leakage from the seal to the atmosphere – and most seals accomplish this with clearances between the primary bushing and the sleeve that allows normal leakage (approx. 30 ml / hr) across the primary seal to flow into the drain. The leaked fluid drains into a collection tank and then a sump pump sends it back to the process line.
Depending on the manufacturer, some seals have split or segmented bushings. These spring-loaded, pin-driven (meaning they do not rotate with shaft) segmented bushings are made slightly oversize so when the shaft is turning underneath this bushing, it slowly wears in and becomes the same diameter as the shaft. Pipelines are moving away from these types of bushings because when subjected to very high pressures, it results in very high torque. This high torque causes the springs and the pin to shear off and rip apart the bushings within seconds. So when a segmented bushing is subjected to very high pressures, it will fail – and this does not offer the safety assurances and secondary containment standards that pipeline operators require. This is why John Crane will be making a presentation at the 2019 Turbomachinery & Pump Symposia on Realistic Expectations from a Unique Plan 66A Bushing Design.
Ultimately, the primary bushing must be capable of handling full line pressure, which in pipelines can be 50 PSIG or 1500 PSIG. This is the challenge with pipeline seals and why John Crane has spent time developing the 8648 VRS. “Engineers know that a seal designed for 1500 PSIG will leak a great deal if run at 50 PSIG because it’s not designed for that pressure”, says Wasser. “When you have a seal at a very high pressure, you tend to lower the seal balance (percent of hydraulic load acting to close the faces). If you increase the pressure, the face loading changes. The percent of the hydraulic pressure acting on the faces changes in different designs, but in the 8648 VRS, it does not change – whether pressure is 50 PSIG or 1500 PSIG.”
The 8648 VRS seal was tested in static condition at 3300 PSIG, dynamic pressures up to 2200 PSIG, and has been successfully operating in one North American pipeline since November of 2017. “The key is to have a complete system with a reliable primary seal and a well-designed primary and secondary bushing,” declares Wasser. “So even if the primary seal and the primary bushing fails, the secondary bushing should be able to handle full line pressure. This is the kind of redundancy that is needed for pipeline equipment reliability and ensuring successful secondary containment per the standards of Plan 66A.”
In addition to redesigned seals for pipeline applications, John Crane is challenging the methods for monitoring mechanical seal health. “Usually, pipeline operators have a pressure transmitter or a level transmitter in a containment vessel that alerts them to when a mechanical seal might be failing,” shares Escontrias. “Different operators have different strategies, but what we’re seeing in the field is that, while pressure transducers are there to monitor the primary seal performance and warn of a seal upset, it actually takes a significant leak – a major amount of fluid volume to register even 1 or 2 PSIG – so that by the time there is an alert, the mechanical seal has completely failed. So we’re working now to educate pipeline operators on things they can do to keep their asset utilization rates at a high level.”
Given the thousands of miles of pipeline around the world and the volume of seals now in use, we must adopt new technologies that empower us to detect potential failures in remote locations to avoid oil spills – for the safety and well-being of the planet and its citizens.

About John Crane
Progress depends on the world’s process industries. And process industry companies depend on John Crane to keep their operations running efficiently. Our experts know how to maximize reliability. We develop innovations needed for mission-critical rotating equipment and challenging environments by utilizing the latest technology. We provide rapid response when customers need it. As a driving force for more than 100 years, John Crane has the experience and technical expertise needed to keep global industries ready to meet the ever-changing needs they face. Today. Tomorrow. Together.
References
1 2019 Annual Liquids Pipeline Report: “Pipeline Safety Excellence Performance Report”; http://www.aopl.org/wp-content/uploads/2019/04/2019-API-AOPL-Pipeline-Performance-Report.pdf
2 Smiths Radical Seal Redesign Improves Pipeline Life, Reduces Maintenance Costs and Protects Environment; March 19, 2018; https://www.smiths.com/our-innovations/2018/03/radical-seal-redesign-prevents-crude-oil-leaks
3 https://www.johncrane.com/products/mechanical-seals/non-pusher-elastomer/type-8648vrs


Comments