Everyone involved with wastewater pump applications — operations managers, in-house engineers, and consulting engineers — wants their newly retrofitted station to operate reliably and efficiently. But every pump retrofit installation faces different challenges. That is why looking beyond the originally specified flow rates, and evaluating the service history and pump system operation as a whole before replacing equipment in kind, can pay dividends many times over in correcting historical problems and improving operational efficiency.
Consider the following guidelines for improving pump replacement options before and don’t hesitate to consult with a pump distributor/manufacturer experienced in the pitfalls of wastewater collection and treatment operations.
Innovate — Don’t Just Replicate
Whether the situation calls for an upgrade, emergency replacement, or planned replacement of equipment nearing the end of its expected service life, it is crucial to resist the temptation to order a new pump simply by replicating the specs of the existing unit. Even if it is hard to document the actual inflow and system-loss curves of a specific application, it is important to have as much current real-world information as practical to improve hydraulic efficiency and increase reliability. This is especially true as pump sizes and their price tags grow larger and if there have been repetitive issues due to poor application design or performance:
- Oversized Pumps. If the existing pump was specified in anticipation of community build-out that never materialized, or if decreases in population and manufacturing have cut daily throughputs, specifying the same pump configuration will not alleviate current inefficiencies and energy waste — and can, in fact, cause other problems.
- Underperformance. While variable frequency drives (VFDs) can, in some very specific cases, optimize energy consumption to volume demands, running them at too low a speed can create its own issues with wastewater. Sedimentation, scale, and solids can build up in discharge piping due to low-velocity flows.
Performance Factors To Consider
It is always easy to blame a pump for performance issues, but a little investigation can pinpoint contributing factors that can be corrected during the retrofit process to avoid perpetuating the same issues. Conversations with maintenance personnel closest to the everyday operation of those pumps can provide important clues to understanding current operations and developing new design guidelines for replacement pumps. Spend a few hours reviewing existing digital or hard-copy performance documentation or conducting an onsite review and drawdown testing to appreciate the unique challenges of the specific pump station.
Those two steps can save the thousands of dollars it would cost to rework a flawed installation or to live with inefficient energy consumption over the life of that installation. Identifying problems beyond normal lifecycle wear can indicate how to specify the new installation to avoid them. Consider these key factors.
- Pump Performance. Was the most recent pump failure the first or just the latest in a series of failures? Have the causes of failure been identical or different? Have performance issues been related to pressure or to flow volume? Understanding past history can help to identify potential causes and solutions. For example:
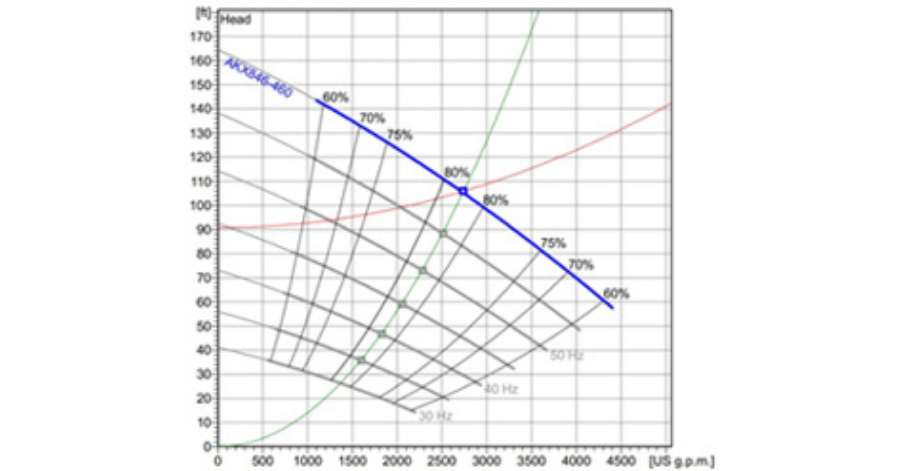
- Vibration. A pump that is running far from its design duty point or outside its prescribed allowable operating region (AOR) could be suffering from excessive vibration or recirculation cavitation (Figure 1). When specifying a new pump, ask for a vibration test at the factory to establish a baseline that can be used as a reference point for the installation in the future.
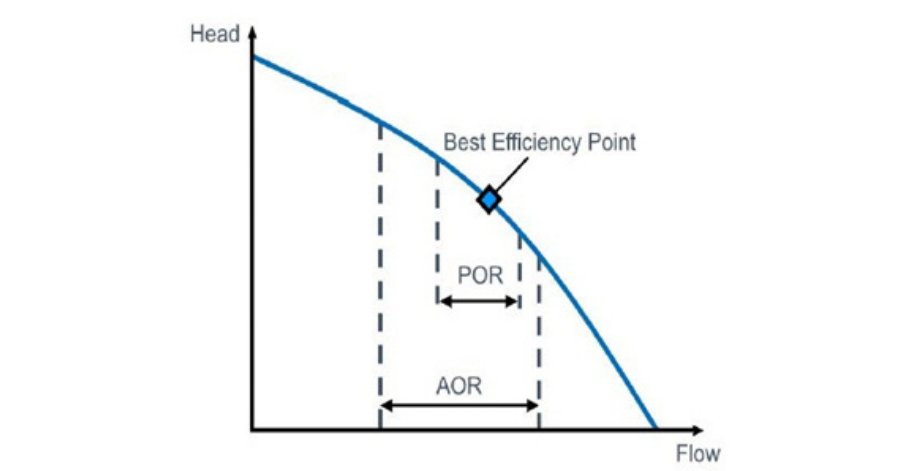
Figure 1. Although the total pump curve for variable speed pump performance covers a wide range of flow rates and head pressures, those pumps should only be operated within the allowable operating region (AOR), which is typically between 50 percent and 130 percent of the best efficiency point (BEP) flow on the curve. Ideally, operations should be concentrated within the preferred operating region (POR), which is between 70 percent and 120 percent of BEP flow (80 percent to 120 percent for higher specific-speed pumps).

Figure 2. Impeller wear in wastewater pumping can have different causes (e.g., cavitation or the harsh makeup of the wastewater). It is important to discern the reasons for past pump problems and correct them before specifying the retrofit pump.
-
- Noise. If the noise is cyclical and sounds hydraulic, it could be surface vortex ingestion or submerged vortex ingestion, both of which are easily solved once identified. Constant noise that sounds like the unit is pumping rocks could indicate cavitation or air entrainment (Figure 2).
- Air Entrainment. Influent wastewater falling from an inlet pipe high above the surface of a wet well can introduce air into the pump and piping. If that air gets trapped by high spots in the pipeline and there is not enough carrying velocity to move it out, it can hamper flow. Using baffles in the wet well or extending the inlet piping to beneath the wet well surface can prevent this problem.
- Hydraulic Wear. If an application experiences excessive hydraulic wear on the impeller without cavitation issues, air entrainment, or recirculation present, it might be time to evaluate the pumped media. Look for alternate construction materials or coatings that can stand up to the composition of the sewage or chemical wash-downs being pumped (Figure 2).
- Low-Velocity Flows. Soft-starters with too long of a ramp-up time to full speed, or VFDs that operate too slowly for long periods of time, can allow a buildup of sedimentation, solids, and ragging materials due to insufficient fluid velocity to keep them in suspension.
- Electrical Problems. If pump output or service life is poor, check the quality of the power supply. Multiple types of power quality issues can impact motor life and performance
- Design Inflow. Is the existing pump specification and operation consistent with the current inflow? If recorded SCADA data does not exist, look for alternative ways — such as drawdown tests or on/off cycle data — to quantify actual inflow conditions.
- Existing Infrastructure. Can the control panel and/or piping be changed out with the pump, or does the new pump need to work within the limitations of the existing infrastructure? In certain cases, changing the piping might allow for new motor options. Even when that is not practical, simpler changes to starters and circuit breakers might permit the use of a larger motor.
An important factor to consider in wet-pit installations is the make and model of the existing rail system used to raise and lower the current pump. It is important to assure that the right rail adapters will be available to match the new pump to the rails (Figure 3).
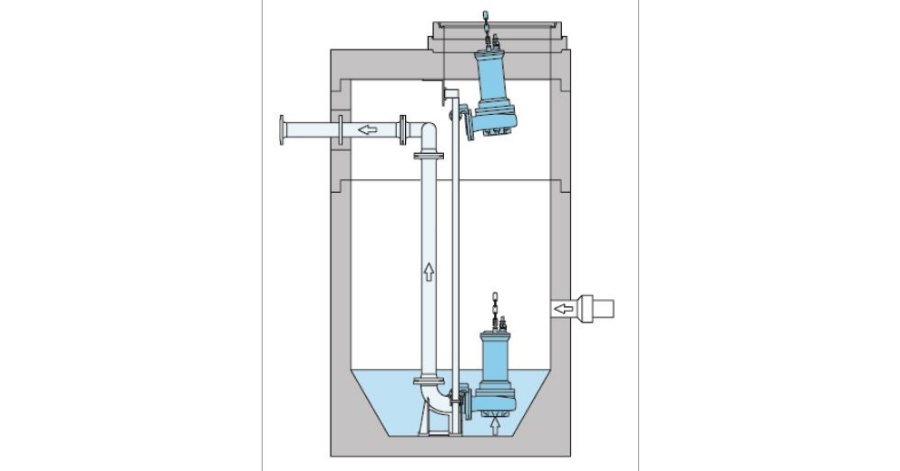
Figure 3. Rail mounting systems that enable a submersible pump to be raised from a wastewater pump station sump for service or cleaning must be matched to the dimensions of the pump with the appropriately sized rail adapters.
Be sure that the new installation adheres to Hydraulic Institute intake standards, especially as the stakes grow higher with larger pumps. Modify inlet piping to minimize twists and turns that can cause a variety of pressure, velocity, or turbulence performance issues. Those issues can impact where the pump operates on its curves or lead to recirculation that causes cavitation like damage, vibration, or premature failure.
- Proper Support. With dry-pit retrofit applications, overlooked issues with pump support and proper grouting of baseplates can have negative effects on performance. While smaller dry-pit submersible pumps might be able to use a fabricated metal ring stand bolted to the concrete floor, larger pump sizes require concrete stanchions tied into the existing rebar in the floor to increase the natural frequency of the structure so that it cannot be excited by pump rotation or blade-pass frequencies, which change over a potentially broad range when a VFD is used. In these cases, it is important to specify adequate mass for the concrete support stanchions, and special care must be taken with the baseplate grouting method. Proper baseplate mounting and grouting will tie the mass of the pump and the mass of the foundation into a monolithic structure. Leaving jacking nuts on the embedded threaded rod in place after leveling the baseplate and simply grouting around them (an all too common practice) will not allow the proper stretch on the baseplate mounting bolts, and it will prevent effectively tying the mass of the pump and motor to the foundation. Larger multi-discipline engineering firms often specify how to do this properly, but not all firms do — and this detail is often left to the installer. API Recommended Practice 686, Chapter 5 – Mounting Plate Grouting, is a good resource for this topic.
Originally published on WaterOnline.


Comments