Authors: Thomas Lowery, Sales Operations Manager – Drives, Schneider Electric, and Jack Creamer, Market Segment Manager, Pumping Equipment, Schneider Electric
The Air-Conditioning, Heating, and Refrigeration Institute (AHRI) formed a task force in 2006 to establish a way to evaluate variable frequency drive (VFD) systems. The result was the publication of AHRI Standard 1210 (IP) and 1211 (SI) Performance Rating of Variable Frequency Drives.
The complete standard sets a minimum of three test criteria for VFD manufacturers to publish under the certification program:
- Drive System Efficiency (percent)
- Motor Insulation Stress, Peak Voltage (V) and Rise Time {from 10 – 90% of Peak V} (µsec)
- Power Line Harmonics, Total Harmonic Current Distortion (THDi) (percent)
The focus of this article is Drive System Efficiency. Recent 2017 revisions to the standard will also be covered.
Measurement Challenges in VFD Technology
Many individual components: For nearly 30 years, VFDs have been widely used in pumping applications to provide variable flow and pressure output to meet changing conditions in commercial buildings. The large energy savings potential of VFDs is due to speed reduction, which can be explained by the affinity laws for centrifugal loads. However, individual VFD characteristics have not historically been explained, nor held to any performance standards.
Packaged with options: VFDs are also commonly packaged with options for pump applications which impact system efficiency, including harmonic filters, EMC filters, dV/dt motor filters and bypass packages. Even VFD parameters adjusted during startup can affect how much power is consumed by both the VFD and the motor.
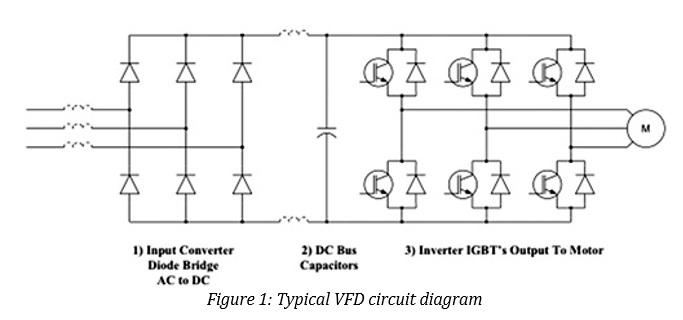
Power component design and power control: Today’s most PWM VFDs have three power component sections: an input rectifier, a fixed DC-bus section and a transistorized inverter. Both design and control of power devices can differ slightly in operation, which has an impact on their efficiency. Most VFDs now include newer power semiconductors and insulated-gate bipolar junction transistors (IGBT) controlled by pulse-width modulation (PWM) algorithms. This greatly enhances reliability and reduces the overall size of VFDs, allowing electrical variable speed control to replace older mechanical methods of varying flow in pump systems.
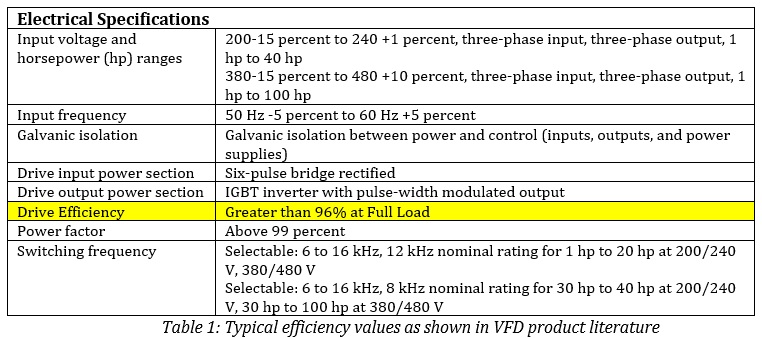
Even though most pumping systems rarely run at full load and speed, VFD efficiency is typically represented as a single percentage value at full load in manufactures literature, as shown in Table 1.
Using this information, consulting engineers placed minimum efficiency requirement values in specifications, as seen in the example below.
- The alternating current (AC) drive shall be designed to operate at the input line voltage indicated on the equipment schedule.
- The AC drive shall operate from an input frequency range of 60 Hertz (Hz) ±5 percent.
- The displacement power factor shall not be less than 0.96 lagging under any speed or load condition.
- The efficiency of the AC drive power converter at 100 percent speed and load shall be greater than 96 percent.
- The AC drive shall be sized to operate a variable torque load, and rated overcurrent capacity shall be not less than 110 percent for one minute.
Calculating VFD Efficiency
The AHRI VFD task force faced challenges in determining system efficiency for a VFD. It’s not as simple as measuring power in and power out, then dividing the two measurements to represent efficiency as a single percentage value.
- Even small changes to the drive setting, such as carrier switching frequency, could have a large impact on VFD efficiency.
- Basics such as connected motor style, cable characteristics between the drive, and the motor had to be standardized to provide a standard test method.
- Electrically, power source impedance, phase imbalance and power factor needed definition to establish a standardized system where a user would be able to compare data between compliant drives – and to be assured that it was collected and published based on the same system.
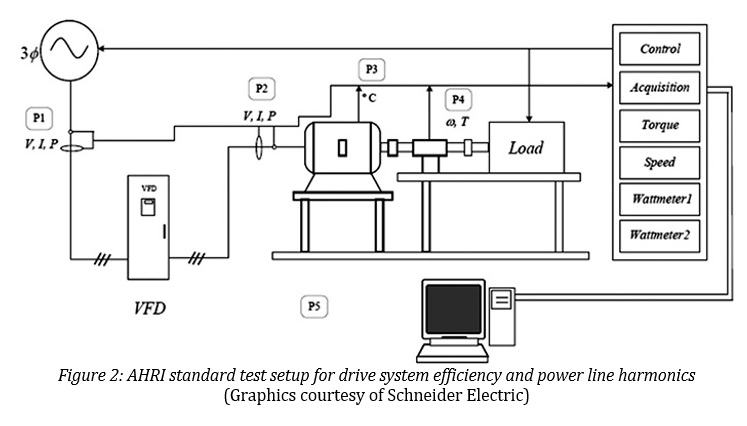
P1 – Closest point less than 1 m to input terminals of the VFD
P2 – Closest point less than 1 m to input terminals of the motor
P3 – Temperature sensor installed on the motor stator winding out of the cooling air circulation path
P4 – Torque/speed sensor between the motor and the load
P5 – Ambient temperature sensor near the cooling air entering the motor
Figure 2 shows the standardized test setup defined in AHRI 1210 and 1211.
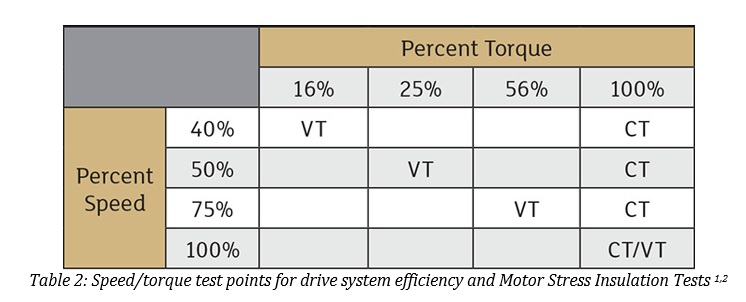
To provide a means of comparison at any point other than full load and speed (where equipment rarely operates in modern variable volume systems), AHRI Standard 1210 and 1211 requires efficiency performance data to be published at four speed and torque points – representing a variable torque fan or pump motor load, or a constant torque positive displacement pump or compressor loads. Table 2, taken from the AHRI Standard, illustrates performance data that must be published by manufacturers seeking to be certified.
 Notes:
Notes:
- Output frequency or other readouts from the VFD shall not be used to determine percent speed.
- Only those cells that contain CT or VT are test points.
Reducing Capacitance impacts VFD Efficiency
Drive technology has been impacted by advanced switching algorithms. One example can be seen in drives that reduce DC bus capacitance, allowing a more efficient transfer of power from line to load. When combined with rapid sensing circuits that detect abnormal line condition, a VFD can automatically adjust the motor output waveform by modulating the required amount of voltage and associated energy to the motor, avoiding nuisance trips or loss of speed. Effective conversion of the line power to a custom pulse width modulated waveform – without the need for large energy storage inside the drive via capacitors – has increased VFD efficiency by up to 5 percent.
VFD Certification Program

AHRI-certified VFDs, like the S-Flex, deliver proven efficiency
Efficiency has been the driving force behind motor regulations that define minimum levels of acceptable power usage. With the release of AHRI Standard 1210 and 1211, specifying design engineers, owners and energy managers can now make equal comparisons in the efficiency of VFDs. Benefits include:
- The standard now supports those trying to maximize system efficiency, with detailed operating points that closely define where fans and pumps operate within variable volume systems. As a result, simple, certified test data is published following third-party verification testing to comply with these standards.
- AHRI certified products are verified to perform as specified by the manufacturer, and the process of certification holds them accountable for their reported efficiency ratings. This globally recognized, industry-respected approach to product certification carries benefits for consumers and specifying engineers.
- The performance of equipment in the program is independently measured and verified, allowing for fair product comparisons. Equipment must undergo rigorous testing by independent, third-party laboratories under contract to AHRI.
What’s New in the 2017 AHRI Standard 1210 Update
Classifications: VFDs were previously classified by general HP size ranges: small, medium and large. This has been updated to reflect only voltage classes to allow manufacturers to group products to meet specific frame or current ratings. 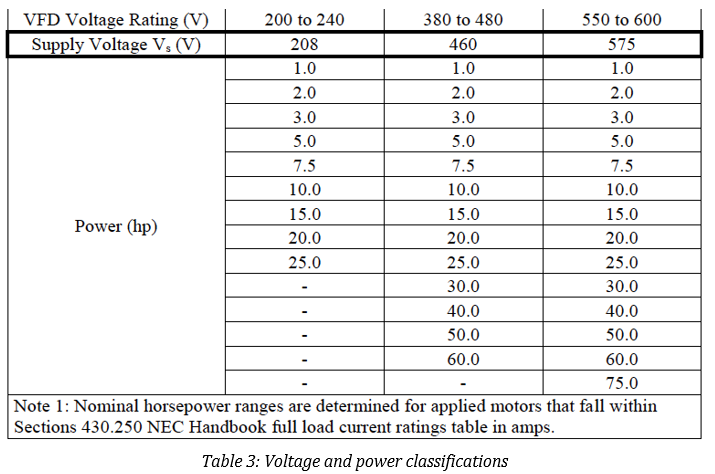
New harmonic rating requirements: Individual Harmonic Currents (I2-50/I1) at 100% load, based on the arithmetic average of the three phase line harmonic currents.
This update synchronizes this standard with recognized IEEE-519 guideline that is used throughout the industry. Individual harmonic orders are now published and certified from Fundamental (1st) through the (50th) order and represented as a percentage of the fundamental current.
For more information on AHRI VFD Certification Program, please visit the organization’s website at: http://www.ahrinet.org/Certification/AHRI-Certification-Programs/Variable-Frequency-Drives.aspx
Learn More at AHR Expo
Want to learn more while attending AHR Expo in Chicago? Please feel free to attend the Free Session next to the Grand Ballroom during the Trade Show.
DAY/TIME: Tuesday, January 23, 2018, 4:00 PM – 5:00 PM CT
LOCATION: McCormick Place Room S101B
ORGANIZATION: Air-Conditioning, Heating, and Refrigeration Institute (AHRI)
TITLE: Utilizing Variable Frequency Drives
SPEAKER: Tom Lowery, Sales Operations Manager, Schneider Electric
TOPICS (based on a pre-established list): Best Practices/Application Optimization, Certification, Energy Conservation/Efficiency, HVAC/R Systems & Equipment
DESCRIPTION: Learn about the benefits of variable frequency drives (VFD), and how AHRI Standards 1210/1211 are used to rate and test VFDs. This session will also include an overview of the AHRI VFD certification program and how to use VFD certified ratings.
MAP: http://www.mccormickplace.com/floor-plans/pdf/South-Level-1.pdf
About the Authors
Thomas Lowery is the drives marketing operations manager for Schneider Electric’s industry business. He has more than 25 years of experience in the application of variable speed electric drives in HVAC and industrial markets. He serves as chairman and Handbook Subcommittee chairman for ASHRAE TC1.11 Electric Motors and Motor Controls. He also serves as the VFD Section Chairman for AHRI.
Jack Creamer is Schneider Electric’s market segment marketing manager – pumping equipment. He is actively involved in key industry associations such as the Hydraulic Institute and the Submersible Wastewater Pump Association. He also represents Schneider’s membership in numerous industry organizations. Creamer serves on the Editorial Advisory Board of Pumps & Systems magazine.

Comments