
Maintaining and improving the reliability of pumps used to transport abrasive media can represent a considerable challenge, especially in high-energy applications. Optimizing performance and minimizing downtime are high priorities in the oil and gas industry – goals that can be achieved by planning maintenance and introducing modern materials technology to existing assets.
Refineries and oil & gas installations both on and offshore use high energy pumps in numerous applications to deliver products at high flow rates and head. Each application has its own challenges, especially those involving materials that cause erosion, corrosion, or abrasion. The pumps responsible for delivering these materials are under constant attack and their design directly affects their durability and efficiency.
Tackling challenges
High energy pumps by definition use large electric motors to drive them and these can contribute a significant proportion of the energy costs for the operation. Improving efficiency by just one percentage point can deliver substantial savings. However, these pale into insignificance compared to the revenue that can be lost if production has to stop due to unplanned pump downtime.
Clearly, pump redundancy is built into the design of these production facilities, allowing assets to be maintained without affecting output. However, the frequency of these maintenance windows needs to be kept to a minimum to optimize running costs.
Adverse operating conditions can lead to excessive wear and erosion, which needs to be remedied frequently, sometimes every few months. Such repetitive repairs can lead operators to review the pump’s design and compare costs of maintenance against a new asset that could offer improved reliability and efficiency.
Assessing costs
Capital expenditure and downtime associated with the installation of new pump assets that may have differing foundation and piping requirements can stagnate efforts to improve equipment availability. However, there is a middle-ground that should be considered where existing designs are assessed and upgraded to improve durability while also reducing maintenance costs. Better still, this option will be considerably less costly than investing in a new asset, which may not be as appropriately designed.
Case study example:
A refinery was experiencing accelerated wear on its coke cutting jet pump, which was incurring significant costs with a mean time between failure (MTBF) of six to ten months. The application required a pump that could deliver a high differential head and handle varied fluids that had a significant content of abrasive fines.
Pump specifications:
- Design: 8-stage barrel diffuser (BB5)
- Speed: 4,200 rpm
- Flow: approx. 1,200 gpm (273 m3/hr)
- Discharge pressure: >4,000 psig (275 barg)
The pump was operating with decoking water, which is primarily composed of wastewater from other refinery operations. Typically, the water could contain coke fines at 2,500 ppm and residual corrosive media such as hydrogen sulfide.
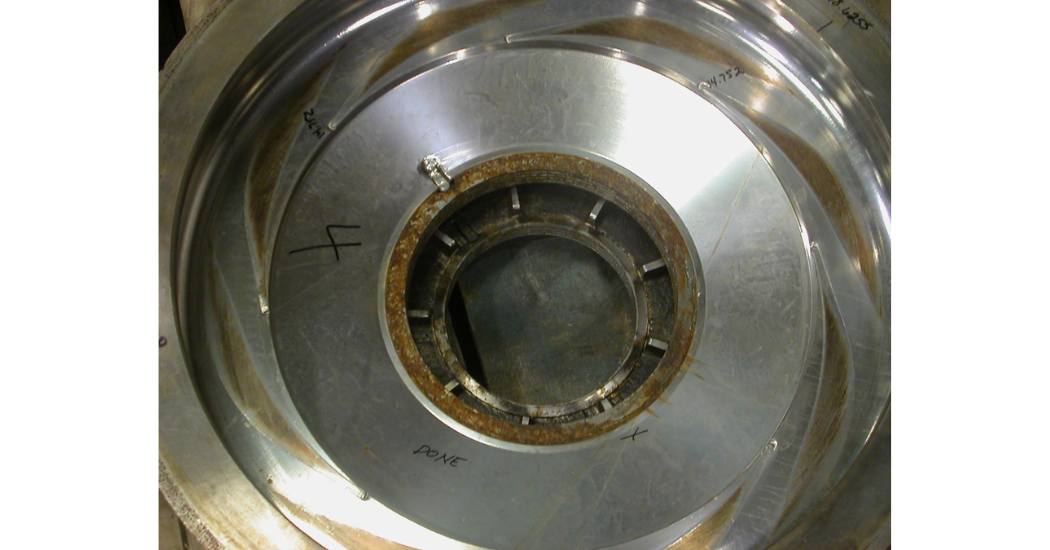
Frequent operation of the pump at low flow rates had resulted in suction/discharge recirculation damage. After about six months of operation, a loss of material from the thrust bearing caused the rotor to shift onto the thrust pads, resulting in high bearing temperatures. Further inspections found:
- Impeller inlet vane eroded due to sub-optimal flow conditions
- High-velocity abrasion at the diffuser inlet
- Corrosion erosion at the wear ring side faces
- Severe erosion of the shaft at impeller waterways
- Significant loss of material at running surfaces
- Clearances were 300% greater than the original design
The options for improving this situation include replacing the pump with a new product that uses higher grade materials, replace the damaged components like-for-like, or implement some mechanical design changes and repair the damaged parts using a coating material that will improve durability. Of these three, the last is the most cost-effective solution over the mid- to long-term.
To refurbish the pump shaft to original dimensions, it was rebuilt using the HVOF coating process
Long-term solutions
Root cause analysis is essential if situations like this are going to be improved. Unless there was a defect in the original materials, replacing parts like-for-like will result in the same outcome. By understanding the cause of the problem, it is possible to deliver a long-term solution.
In this case, the impeller clearances were increased by the abrasive nature of the media, which caused the pump body to be worn away. In addition, sharp corners and high angles of incidence of the media flow paths caused the abrasive particles to wear away the base material.
The first improvement came from redesigning the thrust rings to reduce the angles of incidence and to remove any sharp corners. In addition, radii were added to the wearing parts.
However, greater durability can be achieved through the addition of specialist coatings, which can improve performance and reliability, provided they are applied by service centers that have expert knowledge and understanding. For applications designed to improve wear and corrosion resistance, high velocity oxygen fuel (HVOF) coatings are commonly used.
Perfect bonding
Different coatings have slightly varied bonding properties with different substrates, so it is essential to understand the conditions required to achieve a perfect bond. A coatings bond is one of the most critical aspects of its success in service. As such, it should be in focus during all processes associated with coating.
In every refurbishment project, establishing the process specifications are essential to the long-term success and durability of the coating. This involves detailing the approved equipment and process parameters as well as the properties required for the coating acceptance, such as its tensile strength, microstructure characteristics, hardness and surface roughness values.
By inspecting the microstructure and mechanical properties of the coating it is possible to verify that it was applied to required specifications and that it will provide all of the expected benefits in operation.
Precision coatings
Returning to the example pump, HVOF is a line-of-sight process and to optimize the application accuracy, the coatings were applied using a robotic arm equipped with automated thermal spray equipment. The external, and as far as possible the internal, surfaces of the impeller were treated with an erosion resistant pump coating while the shaft bore had an anti-galling coating applied to it.
To refurbish the pump shaft to original dimensions, it was rebuilt using the HVOF coating process. The coating was then surface ground to the original dimensions before being reassembled.
The refurbished pump was reinstalled and monitored carefully to determine the increase in MTBF. In fact, the pump continued to run for two full years before it was re-inspected for wear. By reusing the original parts from the pump and enhancing their wear characteristics with upgraded coatings and components better suited to the requirements of the application, the clearances on the high-pressure bushing were only 0.002 inches (0.05 mm) oversize after two years of service.
Within the same timeframe, if the operator had continued using replacement parts, the cartridge would have been changed twice at this point. Instead, the refinery had made a significant saving in maintenance costs, as well as minimizing downtime, by opting to upgrade the parts with a more durable coating and improving the mechanical design of some of the parts.
Conclusion:
There are many pumping applications in the oil & gas sector involving fluids that contain abrasive media. Unless the pumps are designed and constructed to handle these challenging conditions, the reliability of this equipment can be substantially affected. Changes in process parameters and applications can cause legacy equipment to be adversely affected and without specialist intervention, or complete replacement, the maintenance costs can increase dramatically.
High energy pumps represent a considerable investment and they are expected to deliver efficient and reliable service, even in challenging environments. By working with a partner that has the expertise and facilities of an original equipment manufacturer (OEM), operators can benefit from a vast reserve of knowledge. Experienced assessment coupled with expert design analysis enable improvements in durability and reliability to be applied to high energy pumps. These cost-effective solutions represent an ideal opportunity to extend service life and minimize operating costs.
About Sulzer
Sulzer is a global leader in fluid engineering. We specialize in pumping, agitation, mixing, separation and application technologies for fluids of all types. Our customers benefit from our commitment to innovation, performance and quality and from our responsive network of 180 world-class production facilities and service centers across the globe. Sulzer has been headquartered in Winterthur, Switzerland, since 1834. In 2021, our 13’800 employees delivered revenues of CHF 3.2 billion. Our shares are traded on the SIX Swiss Exchange (SIX: SUN). www.sulzer.com. The Pumps Equipment division specializes in pumping solutions specifically engineered for the processes of our customers. We provide pumps, agitators, compressors, grinders and screens developed through intensive research and development in fluid dynamics and advanced materials. We are a market leader in pumping solutions for water, oil and gas, power, chemicals and most industrial segments.
Throughout the Americas, Sulzer provides cutting-edge parts as well as maintenance and repair solutions for pumps, turbines, compressors, motors, and generators. We service our own original equipment as well as third-party rotating equipment operated by our customers. Our technology-based solutions maximize reliability and lifecycle cost-effectiveness.
For more information on Sulzer, visit www.sulzer.com



Comments