Abstract
The energy efficiency debate has stimulated motor innovation, reviving, and refining outdated technologies to improve efficiency class.
The symbiosis of motor innovation and drives technology means that system efficiency class is now a selection criterion for the motor-drive system. However many other factors influence the best choice of drive, such as suitability for retrofit, security of supply, and performance optimization. The article discusses how to choose between bundles and individual components, discussing the benefits and pitfalls of motor-drive bundles and the advantages of drives with universal motor compatibility.
Efficiency by rating
Motor efficiency is all the rage. These days, plant operators and OEMs routinely specify their electric motor installations according to European or other regional efficiency ratings. In Europe, the IE classification gives an indication of the energy efficiency of the motor and the motor controller (also known as AC drive, variable speed drive, or frequency converter) respectively, and the IES rating defines the efficiency of the entire system of motor and motor controller combined. The practice of specifying IE and IES is so convenient and effective for purchasers and suppliers – and not least, legislators – that it is well on the way to going global in various shapes and forms.
More than just IE
However, for optimal economy it is vital to be aware that energy and cost efficiency of systems require focus on more than just IE and IES classes. High motor and motor-drive system efficiency is always an excellent argument, but there are other important considerations involved, which should be considered beside the efficiency of the individual motor component or motor-drive system. These factors include logistics, availability, and finally yet importantly, return on investment. All these factors influence total cost of operation:
- Flexible logistics
- Quick changeover
- Freedom from supplier dependency
- Coping strategy for difficult locations
Furthermore, it is important to realize that the efficiency classes of the motors and motor controller are related to their nominal point. Efficiency classes do not take account of part load efficiencies, even though they represent the majority of the motor operation time.
Flexible logistics
The first of the “beyond IE” considerations is flexibility. In this context, flexibility means the ability to accommodate changing customer specifications and new technological trends, over the entire lifetime of the application. The best AC drives on the market offer just this: they are compatible with all state of the art motor technologies. Their research experts monitor upcoming new trends and include new motor algorithms in software updates of the drive whenever the potential is good.
Quick changeover
When the supplier cannot supply a replacement motor as planned, and there are bottlenecks in delivery, a change to an alternative supplier or alternative motor technology is often the best solution. In fact, in the event of both supply bottlenecks and restricted regional access to a specific motor technology, no operator wants to be caught in a vulnerable position.
That is when the ability of the drive to adapt to a different motor technology can be priceless. When a dedicated motor technology is not available, for example on a remote site or remote region of the globe, the universally compatible drive saves the day. The best of these drives offer full adaptability to a new motor technology even without the need for special firmware. What’s in it for you, when it comes to motor independence?
Freedom from supplier dependency
Limiting supplier dependency is a fundamentally good idea for other reasons that delivery delays. In the lifetime of an application, no maintenance crew wants to be limited in finding replacement motors due to special and non-standard motor dimensions.
Instead, the safe approach is to insist on specifying motors with standard IEC or NEMA dimensions right from the outset. In this way, it will always be possible to find a wealth of alternative motors, which physically fit the installation. New technologies pack more power into the same motor frame size. This means that the high-efficiency motor keeps the normative dimensions but is often one frame size smaller.
Likewise, to win the greatest benefits in maintenance management, it is important to have specified from the outset that the AC drive connected to the motor possesses the compatibility to adapt to any standard motor technology. This quality is vital for painless motor interchange.
Coping strategy for difficult locations
A fast and easy motor retrofit, even in difficult environments, and awkward, inaccessible installation areas, also places special demands on the AC drive specification.
Ideally, the drive must be able to comply with every installation environment. This compliance includes high temperature operability without derating, and superior ingress protection at the level of IP55/UL Type 12 or IP66/UL Type 4X, which enables you to mount the drive without a cabinet. Another useful quality is the ability to mount the drive decentrally in the area close to the motor. When decentral mounting is not possible, the best AC drives available in the market can be mounted with as much as 150 m motor cable length, and still deliver full EMC compliance. This facilitates flexible installation when, for various locational reasons, the drive cannot be installed close to the motor.
Furthermore, due to the flexibility in motor technology, the most adaptable of the drives available on the market support you with far more than just increasing the motor efficiency. They also open the door to using motor technologies that come in smaller motor frame sizes, when this is acceptable in an exchange situation – which truly opens up new horizons for solving the awkward installation challenge.
What choice do I even have?
Motor technology has stood still for decades, until recently. Ten to fifteen years ago, there was really only one type of electrical motor used in industrial applications, and this was the induction machine (IM).
However, the energy efficiency discussion in the new millennium has pushed the development of new motor technologies and the reinvention of existing, older technologies, with up to one hundred years history behind them.
Because the industrial world now has variable speed drives at its disposal, the older technologies can now be optimized for energy efficiency. For example, synchronous reluctance motor technology, first invented a century ago, was originally optimized for size and torque. Nowadays the high-efficiency synchronous reluctance motor (SynRM) has emerged, which is instead optimized for energy efficiency.
Each motor type has its advantages – and drawbacks
Each motor type has its advantages and drawbacks. For example, optimization of the induction machine (IM) to improve its energy efficiency (that is, to improve its IE rating) can result in an increase in physical dimensions. As outlined before in retrofit situations, its size and weight can become problematic.
When comparatively assessing the advantages of different motor technologies, remember:
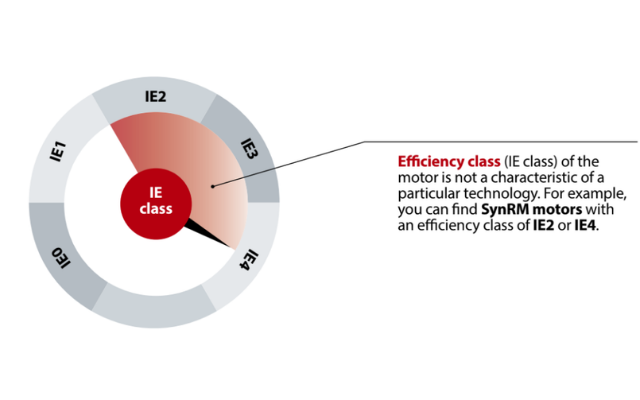
- IE class is not a characteristic of a particular technology. For example, you can choose SynRM motors of IE2 or IE4.
- Technologies differ in the way that they behave under part loads. A motor using one particular technology is not intrinsically more efficient than a motor based on another technology. It depends on the application.
- Different motor technologies influence the inrush currents. Sometimes new circuit breakers are required when changing motor type and not using variable speed drives.
- Designers need to consider the cos phi/power factor of the selected motor technology when dimensioning the drive. This may result in having to over-dimension the drive. Despite the higher initial cost, the return on investment may still be attractive due to the lower energy consumption. Technologies like SynRM require a different sizing of the drive. For SynRM, the lower cos phi/power factor often results in the need to over-size the drive
Which applications and motor control strategies are best suited to which motor technologies?
In principle, you can run almost every motor technology when applying the correct voltage/frequency ratio. Unfortunately, this basic control has its limitations, and advanced control is a far superior means of harvesting the optimal motor efficiency under varying load situations and fast load changes.
For induction machines where sizing depends on current (amps), an automatic energy optimization (AEO) control strategy is best to get higher energy savings. For AEO, motor voltage automatically adapts to load, which reduces loss at part load.
For permanent magnet and high-efficiency synchronous reluctance motors, maximum torque per amp control (MTPA control) is the most applied strategy. This control strategy extracts the highest possible torque from the motor current. In fact, these motors cannot operate at all without a drive to provide motor control.
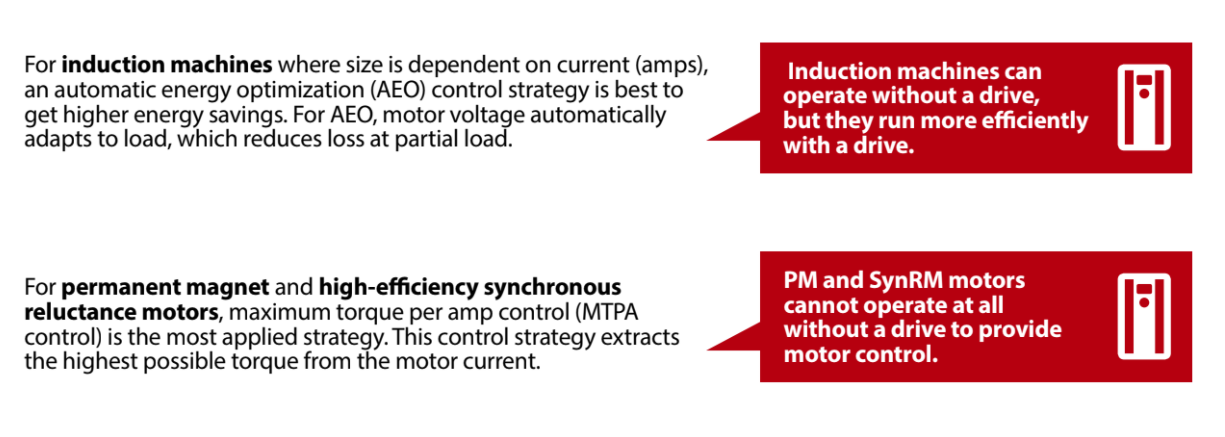
Figure 2: Some motors require control via a drive in order to run
Bundling – convenient in certain contexts
Some motor suppliers offer a bundled motor and drive solution, which at face value seems very convenient. Even the purchase price may tempt. However, it is important to maintain focus on total cost of operation, including lifetime costs of maintenance, regular exchange, and production downtime.
It can be convenient to purchase all equipment from one supplier. Compatibility is ensured and spare parts stock minimized. Often while there is a single point of purchase in bundling, which is also convenient. However, there are often still multiple contact points within the organization when it comes to support. One to support the drive. One to support the motor. Yet another to support other equipment in the chain.
Certain commercial benefits are available through bundling. From a legal point of view, it is a valuable asset to establish clear lines of responsibility for delivery, function, guarantee, and support. Purchasing an entire system from one supplier provides those clear lines.
Retrofit
However, bundling can nonetheless be a nightmare for retrofit. It does not take much imagination to foresee the scenario where a European machine built up with a proprietary motor-drive bundle is sold into an installation in a remote region, where it forms part of a critical process. Then one day it unexpectedly breaks down. In a remote location, proprietary motor technologies are not readily available. So the savings in purchase price of the bundle, plus more, can be quickly devoured by voracious downtime.
If the application were equipped with a motor-independent drive, the owner would find himself in radically different circumstances: in an emergency breakdown, it would be extremely useful to be able to retrofit whatever local motor happened to be available,
Retrofit facilitated by a motor-independent drive provides the potential for achieving greater output from the system, since usually the original motors are oversized. The opportunity is right to find the ideal modern motor for the application. Improvements in productivity output are achievable without redesign, including improvements in operating efficiency and gear ratio.
The drive which adapts to any motor technology
There are a series of practical advantages of using a motor-independent drive together with your free choice of motor. Motor-independent drives offer the simplicity of having one drive type installed in the entire plant. One drive serving all motor types gives some fundamental advantages, which include lower volume of spare parts stock, training of staff in only one system, and straightforward maintenance.
A nice side-benefit of the motor-independent drive is that you can improve efficiency with no need to stray from your long-term, trusted motor vendor. A host of reasons unrelated to efficiency can be the important factors in a supplier/customer relationship. These factors can include availability and delivery time; strong history of reliability; or one motor type being entrenched in all the customers’ plant drawings. These are just some examples, and there can be many other such factors. The beauty of the best motor for the job is completely in the eye of the beholder.
Independent components – Performance on par or better
Using automatic motor adaptation, motor-independent drives can deliver optimal performance of any motor just as well as the typical bundled motor and drive package. The motor-independent solution offers efficiency on par or even better than the bundle, due to its ability to cater for the diverse issues beyond IE class.
Motor-independent drive developers have high stakes attached to running all motor technologies and will adapt to every new technology that arises. Due to the motor adaptation being software-based, it is possible to upgrade installed drives to compatibility with brand new motor technologies not even invented at the point of the drive installation.
Motor independence is therefore inherently valuable in retrofit, where flexibility to choose the best motor for the task is an important cost driver.
As mentioned, motor-independent drives suppliers continually test new motor technologies, to develop new algorithms for compatibility. Then they test to validate the optimized efficiency. So when choosing the ideal motor technology for the task, all the relevant data required for decision making is readily available from the motor independent drives supplier.
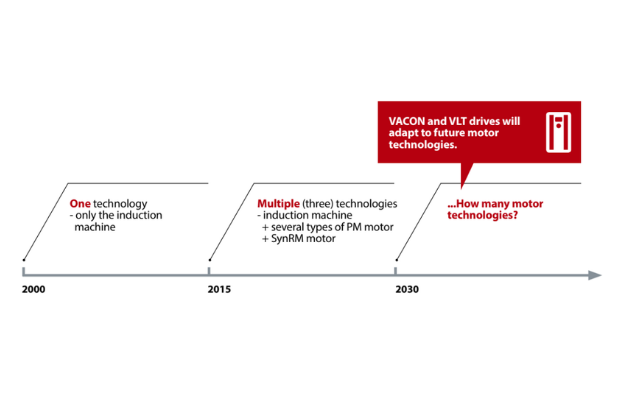
Figure 3: Motor-independent drive developers adapt to future motor technologies
Using motor-independent drives also opens up new opportunities. For example, independently optimized components adapt completely to a variety of applications, whereas a bundled package is often optimized for a particular use case. This gives the machine builder another opportunity: An OEM can differentiate himself from his competitors by using his expertise to design the highest-performance drive/motor system for a specific niche application.
Cost of labor
Commercial considerations influence the choice between optimizing performance by individually purchasing each component. Individual specification and purchase of components is a labor-intensive process. Therefore, in high-salary societies it is economic to choose a bundle, outsource responsibility, and sacrifice some of the performance. In low-salary societies, it is often more economical to choose motor and drive individually and achieve top-tuned performance.
So what is the best choice?
The attractions of a bundled motor-drive package are that there is a single point of purchase; and everything matches without having to lift a finger. Lines of commercial responsibility are clean-cut and well-defined. However, in the long term it can become a costly and limiting affair, especially in breakdown and retrofit situations.
The alternative, a motor-independent drive combined with your own choice of motor, also has its advantages. One of the nicest and most financially rewarding is the ability to future-proof, keeping your options open to use new generations of optimal motor technologies over a long plant life. Then there is plain performance. To fine-tune performance to the highest degree for a specific application, the best approach is usually handpicking the individual components.
Therefore, in the context of motor-drive systems, we conclude that the choice of motor drive bundle or motor independent drive combined with the motor of your choice depends entirely on the circumstances. It depends on the desired efficiency but also on performance and softer factors such as long-term relationships and trust.
There is no clear-cut conclusion. As a customer, be aware of all the issues. Then make the choice that provides best value for your specific applications, and your particular commercial interests.
Author
Anna Hildebrand Jensen, October 2016



Comments